6 – прорезки и прорезки контура, 6 парам етры обрабо тки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 621
HEIDENHAIN CNC PILOT 4290
621
7.6
Парам
етры
обрабо
тки
6 – Прорезки и прорезки контура
Прорезки и прорезки контура – подвод и отвод
Движения подвода и отвода производятся на ускоренном ходу
(G0).
Прорезка и прорезка контура – выбор инструмента, припуски
Подвод и отвод
Подвод наружной прорезки [ANESA]
Подвод внутренней прорезки [ANESI]
Отвод наружной прорезки [ABESA]
Отвод внутренней прорезки [ABESI]
Подвод наружной прорезки контура [ANKSA]
Подвод внутренней прорезки контура [ANKSI]
Отвод внешней прорезки контура [ABKSA]
Отвод внутренней прорезки контура [ABKSI]
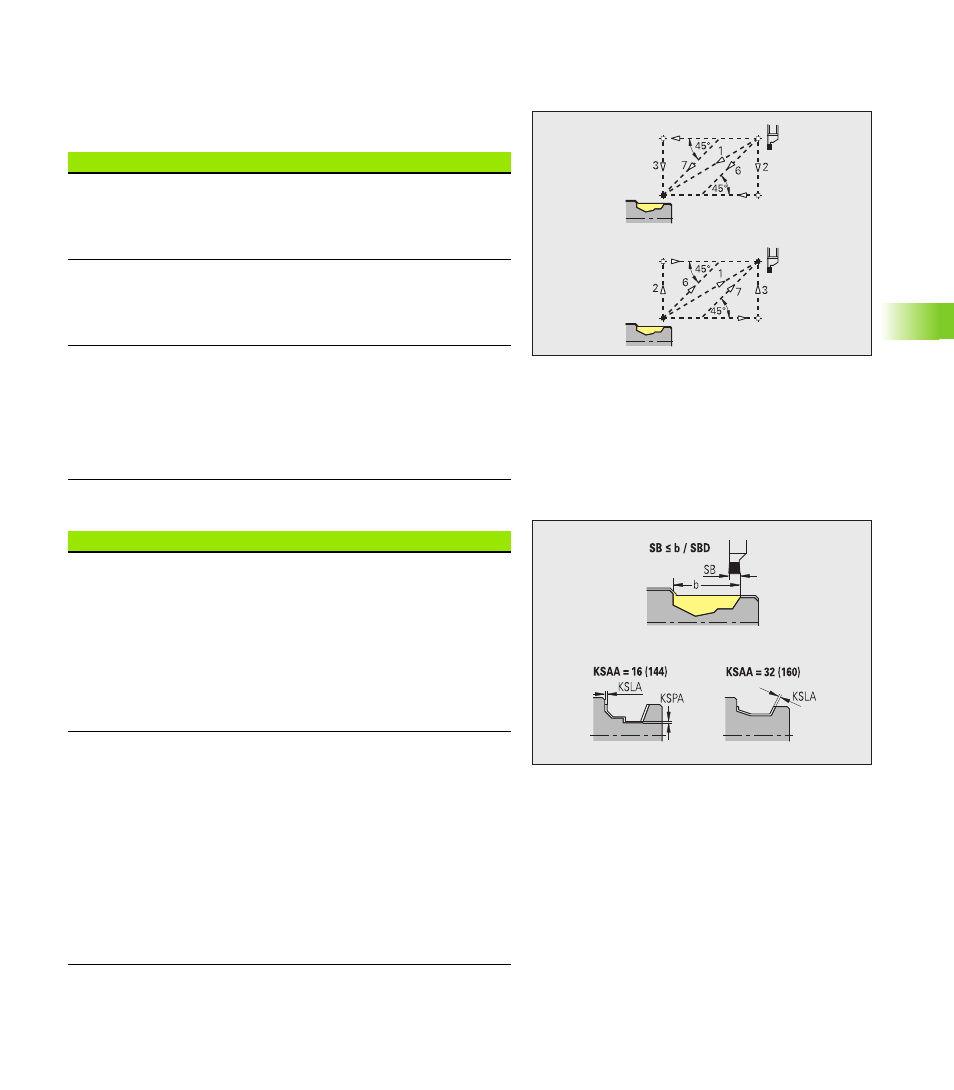
Стратегия подвода/отвода:
1: одновременно в направлении X и Z
2: сначала направление X, а потом Z
3: сначала направление Z, а потом X
6: ведение, направление X перед направлением Z
7: ведение, направление Z перед направлением X
Выбор инструмента, припуски
Делитель ширины прорезки [SBD]
Если при типе обработки "Прорезка контура" имеются лишь
линейные элементы, но в основании прорезки нет ни
одного параллельного оси элемента, то выбор
инструмента производится на основании "Делителя
ширины прорезки SBD".
SB <= b / SBD
(SB: ширина прорезного инструмента; b: ширина зоны
обработки)
Вид припуска [KSAA]
Для обрабатываемой зоны прорезки можно предусмотреть
припуски. Если определены припуски, то сначала
выполняется предварительная прорезка, а вторым
проходом производится чистовая обработка. Вводимые
данные:
16: различный продольный/поперечный припуск –
отдельных припусков нет
144: различный продольный/поперечный припуск – с
отдельными припусками
32: эквидистантный припуск – отдельных припусков нет
160: эквидистантный припуск – с отдельными припусками