Врезание g860 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 229
HEIDENHAIN CNC PILOT 4290
229
4.20
Св
яз
анные
с
ко
н
тур
ом
цик
лы
то
ч
е
н
и
я
Врезание G860
G860 снимает материал зоны контура, описанной с помощью "NS,
NE", аксиально/радиально в направлении от "NS к NE".
Обрабатываемый контур может содержать несколько уклонов.
При необходимости плоскость резания разделяется на несколько
участков (пример: при уклонах контура)
Ход цикла
1 Рассчитывает зоны снятия стружки и распределение срезов.
2 Добавляет подачу от точки старта для первого среза с
учетом безопасного расстояния.
3 Проводит черновое резание.
4 Добавляет подачу для следующего среза и проводит
черновой срез в противоположном направлении.
5 Повторяет 3..4 раза, пока не будет обработана зона снятия
стружки.
6 Повторяет при необходимости 2...5 раз, пока не будут
обработаны все зоны снятия стружки.
7 Перемещается так, как запрограммировано в "Q", свободно.
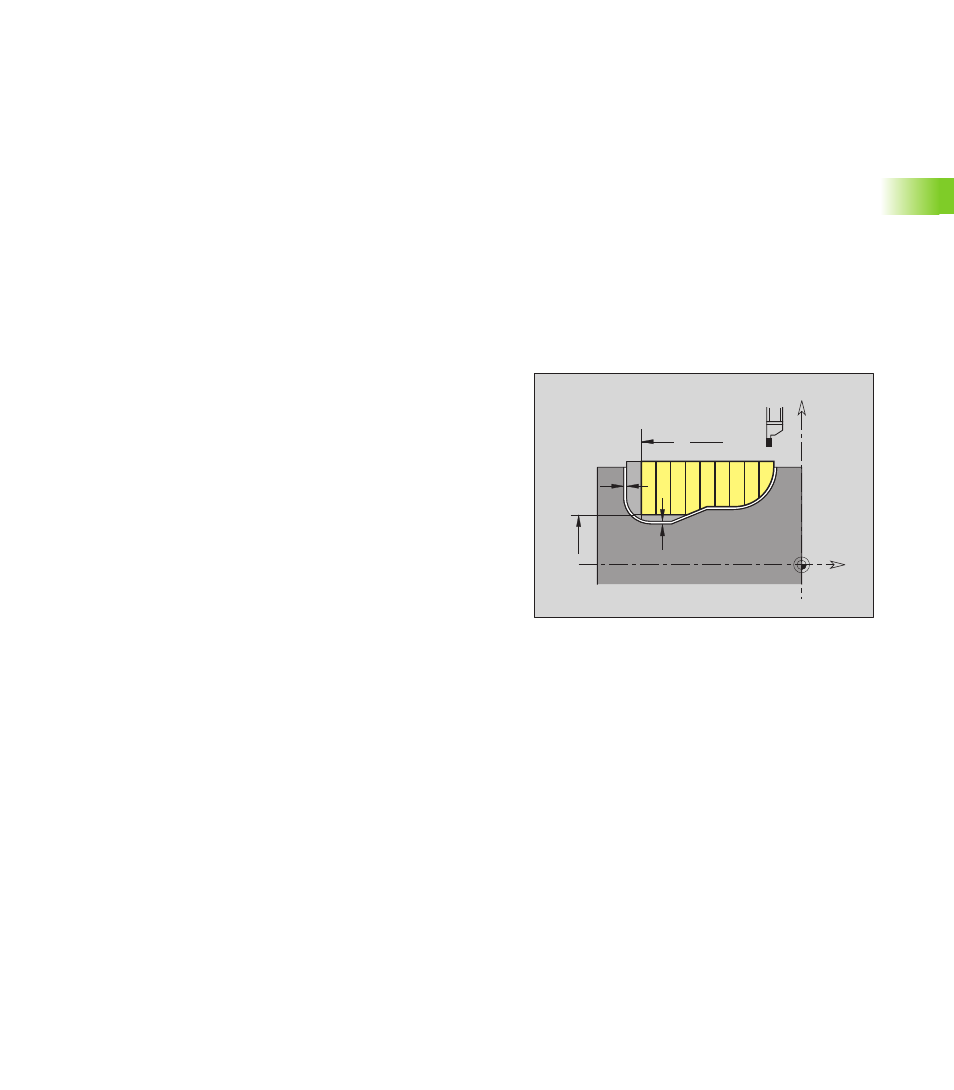
Z
K
X
Z
I
Ø
X
Ø
Параметры
NS
Номер начального кадра
Начало зоны контура, или
привязка для врезания G22-/G23-Geo
NE
Номер конечного кадра (конец раздела контура):
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
NE отсутствует, если контур определен с помощью G22-
/G23-Geo
I
Припуск в направлении X (диаметральный размер) –
(умолчание: 0)
K
Припуск в направлении Z (по умолчанию: 0)
Q
Выполнение (default: 0)
Q=0: черновая и чистовая обработка
Q=1: только черновая обработка
Q=2: только чистовая обработка
X
Ограничение резания в направлении X (диаметральный
размер) – (умолчание: ограничение резания отсутствует)
Z
Ограничение резания в направлении Z (по умолчанию:
ограничение резания отсутствует)