Эталонная обработка, 7 контро ль нагр уз ки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 104
104
3.7
Контро
ль
нагр
уз
ки
Эталонная обработка
В ходе эталонной обработки (запись заданных значений)
выявляется максимальный крутящий момент и работа для каждой
зоны контроля. Эти значения действуют как опорные значения.
CNC PILOT проводит эталонную обработку если:
отсутствуют "параметры контроля".
Выберите "да" в диалоговом окне "эталонная обработка“ (после
"выбор программы“).
Активирование отображения:
U
Выберите "Инди(кация) > Индикатор контроля нагрузки": CNC
PILOT переключается в подменю "Запись заданных значений"
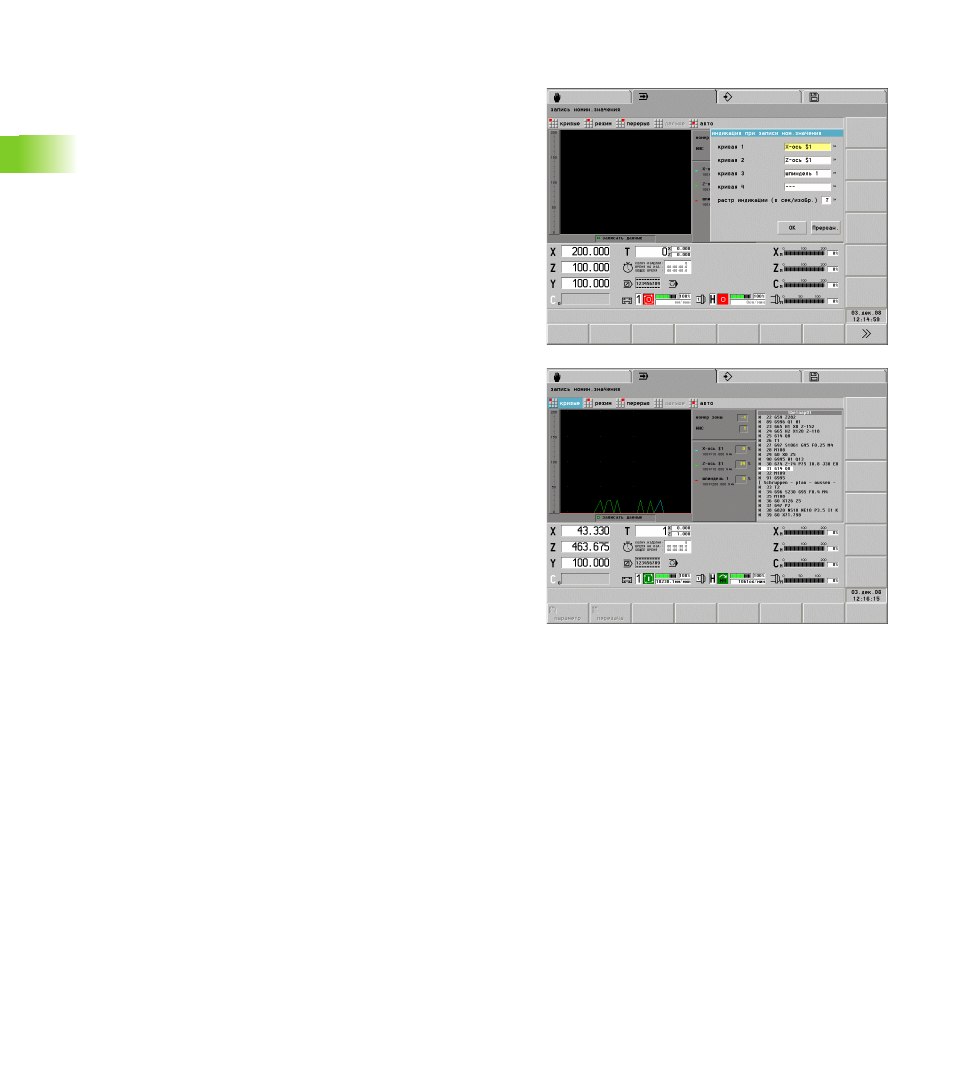
Подменю "Запись заданных значений":
Пункт меню "Кривые"
В "Кривые 1..4" необходимо назначить приводы полям ввода.
В "Цена деления индикатора" задается точность вывода.
Малое значение "цены деления индикатора" повышает
точность (значения: 4, 9, 19, 39 секунд на экран).
Группа меню "Режим"
Линейный график: показывает крутящий момент
относительно оси времени.
Гистограмма: показывает крутящий момент в виде столбиков
и помечает пиковые значения.
Сохранять/не сохранять измеренные значения:
сохранение значений является условием для проведения
последующего анализа эталонной обработки. Индикация
"Запись данных" обозначает настройку.
Перезаписать/не перезаписывать предельные значения:
настройка того, нужно ли перезаписывать предельные
значения после повторной эталонной обработки.
Пауза: останавливает отображение
Далее: продолжает отображение
Авто: назад в меню автоматического режима
Дополнительная информация во время записи:
Номер зоны: текущая зона контроля
Отрицательный знак числа: процесс не контролируется
(пример: вывод на индикатор путей перемещения на
ускоренной подаче).
WKZ: активный инструмент
Отображается список выбранных приводов и мгновенные
крутящие моменты.
Отображение кадра