Врезание g86 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 245
HEIDENHAIN CNC PILOT 4290
245
4.21
Про
стые
цик
лы
то
ч
е
н
и
я
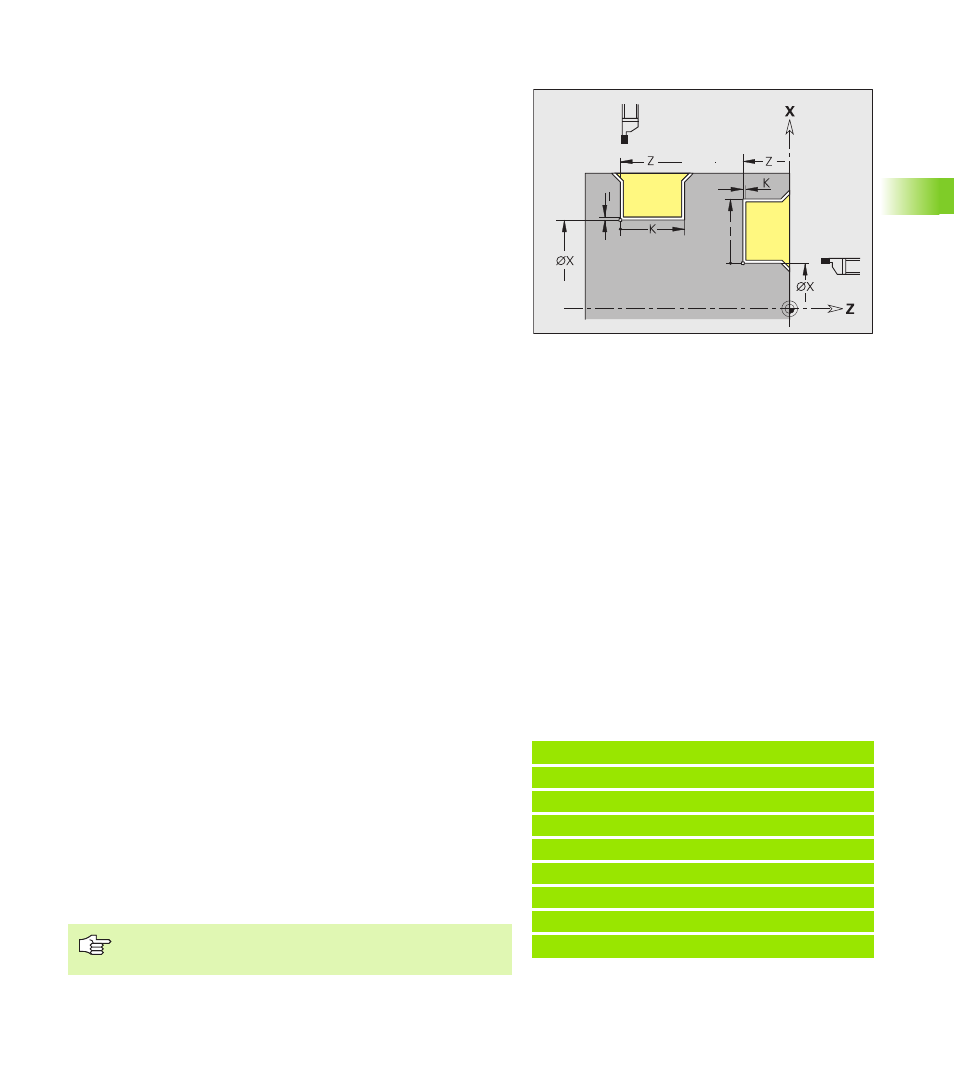
Врезание G86
G86 выполняет простые радиальные и аксиальные выточки с
фасками. CNC PILOT распознает радиальную/аксиальную или
внутреннюю/внешнюю выточку на основании "положения
инструмента".
"Припуск" запрограммирован: сначала предварительная
прорезка, затем чистовая
G86 выполняет фаски на сторонах прорезки. Если вы не хотите
выполнять фаски, то разместите инструмент на достаточном
удалении от прорезки. Вычисление стартовой позиции XS
(диаметральный размер):
Параметры
X
Угловая точка основания (диаметральный размер)
Z
Угловая точка основания
I
Радиальная выточка: припуск
I>0: припуск (предварительная прорезка и чистовая
обработка)
I=0: без чистовой обработки
Аксиальная выточка: ширина выточки
I>0: ширина выточки
Ввод отсутствует: ширина выточки = ширине
инструмента
K
Радиальная выточка: ширина выточки
K>0: ширина выточки
Ввод отсутствует: ширина выточки = ширине
инструмента
Аксиальная выточка: припуск
K>0: припуск (предварительная прорезка и чистовая
обработка)
K=0: без чистовой обработки
E
Время ожидания (время выхода из материала) –
(умолчание: продолжительность одного оборота)
с припуском на чистовую обработку: только при
чистовой обработке
без припуска на чистовую обработку: при каждом
врезании
Пример: G86
. . .
N1 T3 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [радиально]
N4 G14 Q0
N5 T8 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [аксиально]
. . .
XS = XK + 2 * (1,3 – b)
XK:
Диаметр контура
b:
Ширина фаски
Проводится коррекция радиуса режущей кромки.
Припуски не рассчитываются.