Тип обработки резьба (g31) – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 546
546
6.14
Интерактивное
генериров
ание
плана
рабо
ты
(IA
G
)
Тип обработки резьба (G31)
IAG генерирует для выделенной резьбы цикл G31.
Параметры
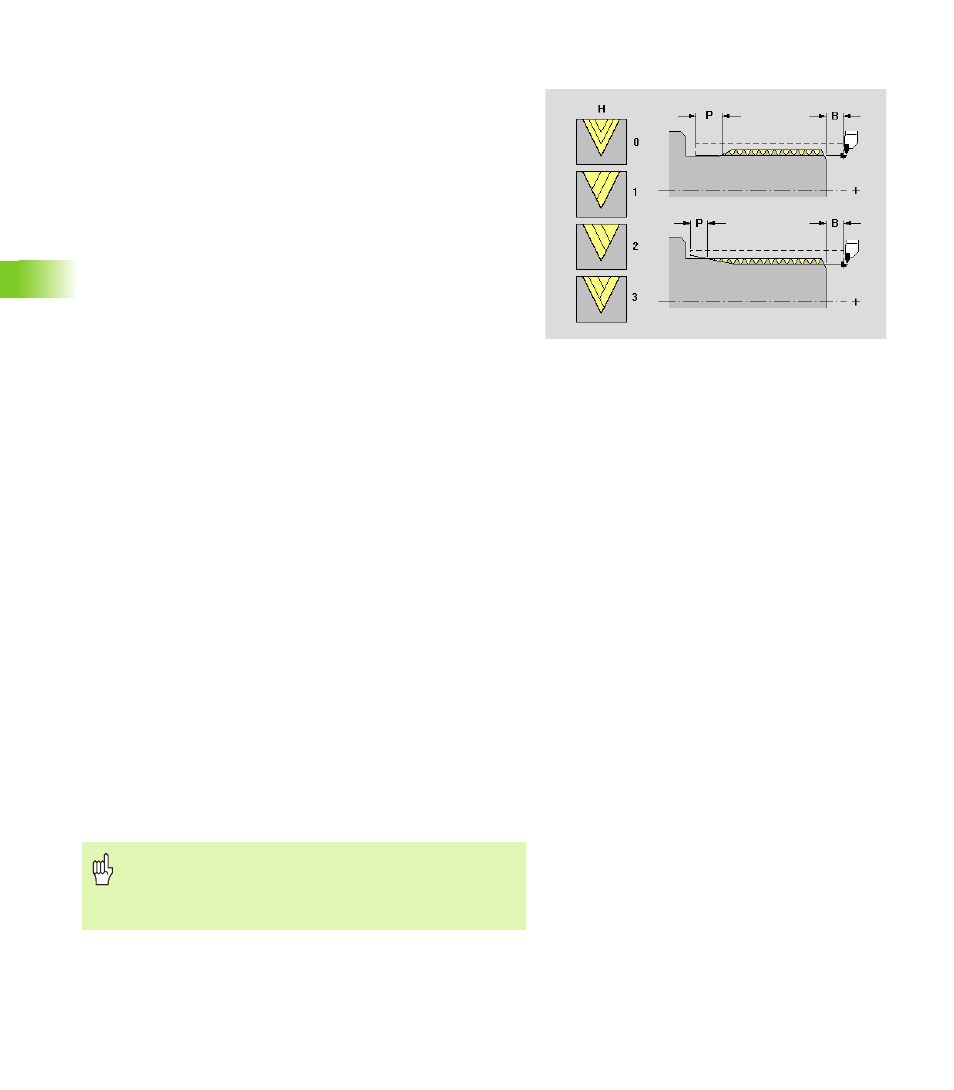
B
Длина захода
Ввод отсутствует: CNC PILOT определяет длину на
основании рядом расположенных выточек или врезок.
Ввод отсутствует, выточки/врезки нет: CNC PILOT
применяет "длину захода резьбы" из параметра
обработки 7.
P
Длина перебега
Ввод отсутствует: CNC PILOT определяет длину на
основании рядом расположенных выточек или врезок.
Ввод отсутствует, выточки/врезки нет: CNC PILOT
применяет "длину сбега резьбы" из параметра обработки
7.
C
Стартовый угол, если начало резьбы определено по
отношению к несимметричным относительно оси
вращения элементам контура
I
Максимальное врезание
V
Вид врезания
V=0 (постоянное поперечное сечение): постоянное
сечение стружки при всех проходах
V=1: постоянная подача на врезание
V=2 (распределение оставшихся проходов): выдает
остаток деления высота профиля резьбы/подача на
врезание, этот "остаток" действует для первой подачи на
врезание. "Последний проход" разделяется на 1/2-, 1/4-,
1/8- и 1/8-прохода.
V=3 (EPL-метод): подача на врезание вычисляется из
шага резьбы и частоты вращения
H
Тип смещения отдельных подач на врезание для
выглаживания бокового профиля витков резьбы
H=0: без смещения
H=1: смещение влево
H=2: смещение вправо
H=3: смещение попеременно справа/слева
Q
Количество холостых проходов после последнего резания
(для снижения давления от резания в основании резьбы)
Осторожно, опасность столкновения
При слишком "большой длине перебега Р" существует
опасность столкновения. Проверяйте длину перебега
при моделировании.