Простое поперечное точение g82 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 240
240
4.21
Про
стые
цик
лы
то
ч
е
н
и
я
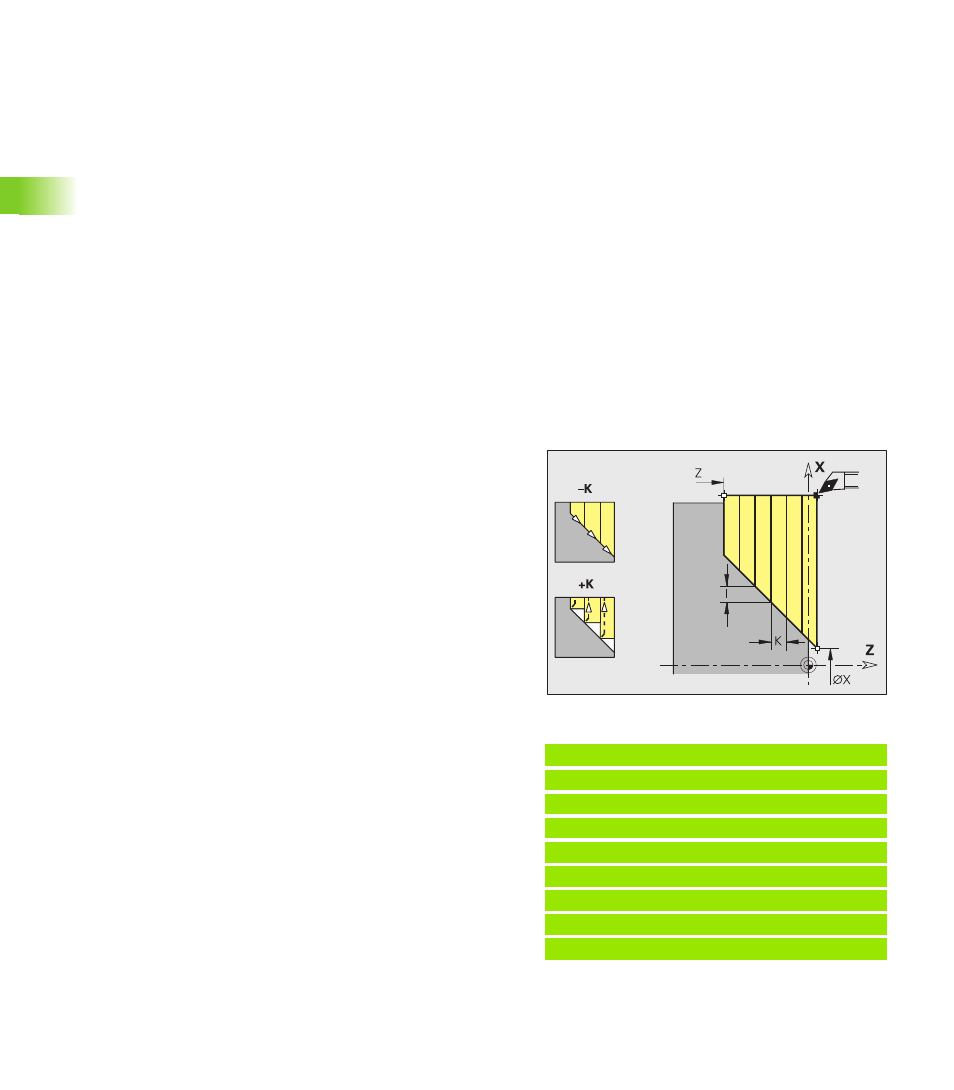
Простое поперечное точение G82
G82 производит черновую обработку описанной с помощью
текущей позиции инструмента и "X, Z" зоны контура. При наклоне
угол определяется с помощью I и K.
Ход цикла
1 Рассчитывает распределение проходов.
2 Из стартовой точки добавляет подачу для первого прохода
параллельно оси.
3 Перемещается на подаче до целевой точки Z.
4 В зависимости от "знака I":
I<0: снимает стружку вдоль контура
I>0: отводится под углом 45° на 1 мм
5 Перемещается назад на ускоренном ходу и добавляет
подачу для следующего среза.
6 Повторяет 3...5 раз, пока не будет достигнута "целевая точка
X".
7 Поднимается:
X: последняя координата отвода
Z: точка старта цикла
Пример: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Параметры
X
Целевая точка контура (диаметральный размер)
Z
Целевая точка контура
I
Смещение в направлении X (умолчание: 0)
K
Максимальное врезание
K<0: со снятием материала контура
K>0: без снятия материала контура
Q
G-функция подача на врезание (по умолчанию: 0)
0: подача на врезание с G0 (ускоренный ход)
1: подача на врезание с G1 (подача)