Цикл токарного врезания g869 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 233
HEIDENHAIN CNC PILOT 4290
233
4.20
Св
яз
анные
с
ко
н
тур
ом
цик
лы
то
ч
е
н
и
я
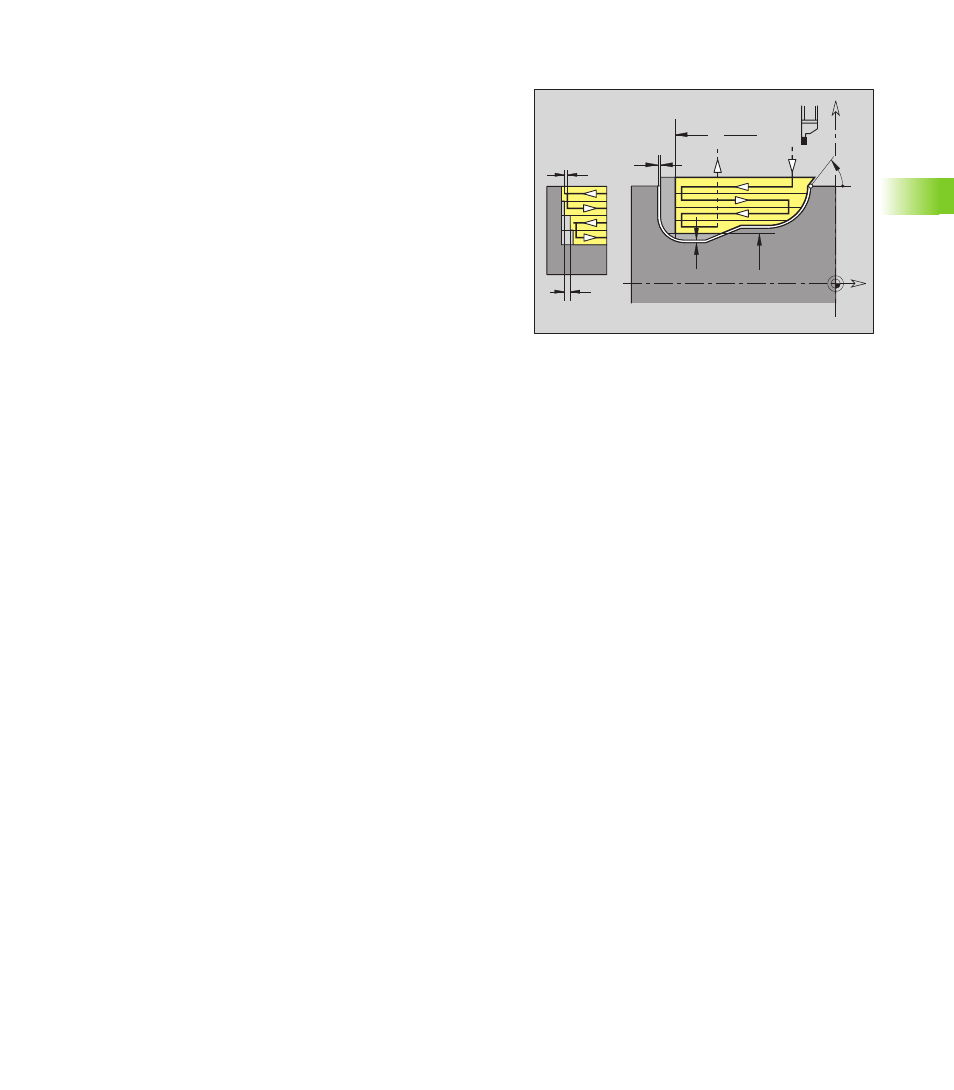
Цикл токарного врезания G869
G869 снимает материал зоны контура, описанной с помощью "NS,
NE", аксиально/радиально в направлении от "NS к NE". Благодаря
чередующимся движениям прорезки и черновой обработки,
токарная обработка производится с минимумом движений отвода
и подачи инструмента. Обрабатываемый контур может содержать
несколько уклонов. В другом случае поверхность резания
разделяется на несколько участков.
Z
K
X
Z
B
0,1mm
A
I
Ø
X
Ø
Параметры
NS
Номер начального кадра
Начало зоны контура или
Привязка к резу G22-/G23-Geo
NE
Номер конечного кадра (конец раздела контура):
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
NE отсутствует, если контур определен с помощью G22-
/G23-Geo
P
Максимальное врезание
R
Коррекция глубины токарной обработки для чистовой
обработки (умолчание: 0)
I
Припуск в направлении X (диаметральный размер) –
(умолчание: 0)
K
Припуск в направлении Z (по умолчанию: 0)
X
Ограничение резания (диаметральный размер) – (по
умолчанию: ограничение резания отсутствует)
Z
Ограничение резания (по умолчанию: ограничение
резания отсутствует)
A
Угол подвода (по умолчанию: против направления
врезания)
W
Угол отвода (по умолчанию: против направления
врезания)
Q
Выполнение (по умолчанию: 0)
Q=0: черновая и чистовая обработка
Q=1: только черновая обработка
Q=2: только чистовая обработка
U
Заточка в одном направлении (умолчание: 0)
U=0: черновая обработка производится в двух
направлениях.
U=1: черновая обработка производится в одном
направлении — в направлении обработки (от "NS к NE")