6 парам етры обрабо тки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 616
616
7.6
Парам
етры
обрабо
тки
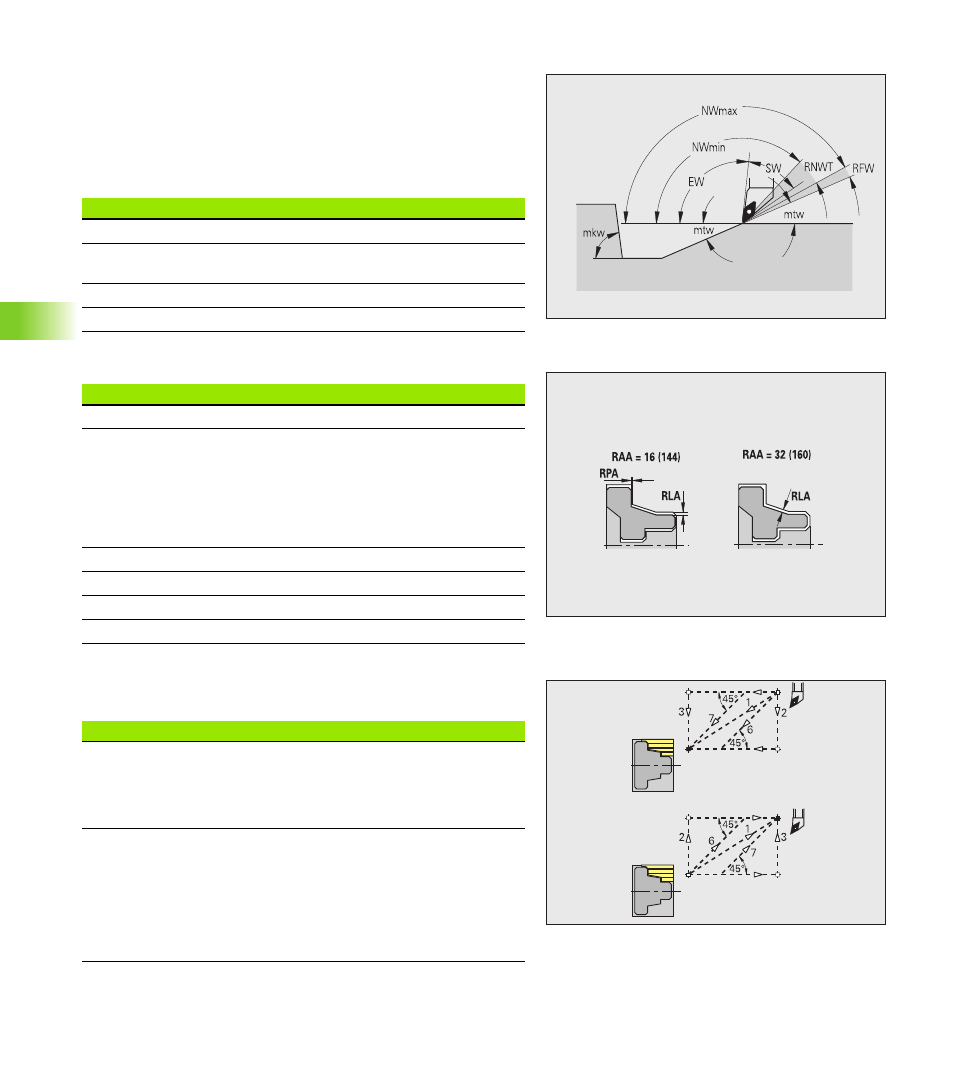
Черновая обработка – допуски инструмента
Для выбора инструмента действительно:
Угол установки (EW): EW >= mkw (mkw: восходящий угол
контура)
Угол установки (EW) и угол при вершине (SW): NWmin <
(EW+SW) < NWmax
Смежный угол (RNWT): RNWT = NWmax – NWmin
Черновая обработка – припуски
Черновая обработка – подвод и отвод
Движения подвода и отвода производятся на ускоренном ходу
(G0).
Допуски инструмента
Допуск смежного угла [RNWT]
Область допуска для смежной режущей кромки
инструмента
Угол главной режущей кромки [RFW]
Минимальная разность контур – смежная режущая кромка
Припуски
Вид припуска [RAA]
16: различный продольный/поперечный припуск –
отдельных припусков нет
144: различный продольный/поперечный припуск – с
отдельными припусками
32: эквидистантный припуск – отдельных припусков нет
160: эквидистантный припуск – с отдельными припусками
Эквидистантный или продольный [RLA]
Эквидистантный или продольный припуск
Отсутствует или поперечный [RPA]
Торцевой припуск
Подвод и отвод
Подвод к внешней черновой обработке [ANRA]
Подвод к внутренней черновой обработке [ANRI]
Отвод от внешней черновой обработки [ABRA]
Отвод от внутренней черновой обработки [ABRI]
Стратегия подвода/отвода:
1: одновременно в направлении X и Z
2: сначала направление X, а потом Z
3: сначала направление Z, а потом X
6: ведение, направление X перед направлением Z
7: ведение, направление Z перед направлением X