Смена) коррекции режущей кромки g148, 19 инстр умент , к оррекции – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 214
Advertising
214
4.19
Инстр
умент
, к
оррекции
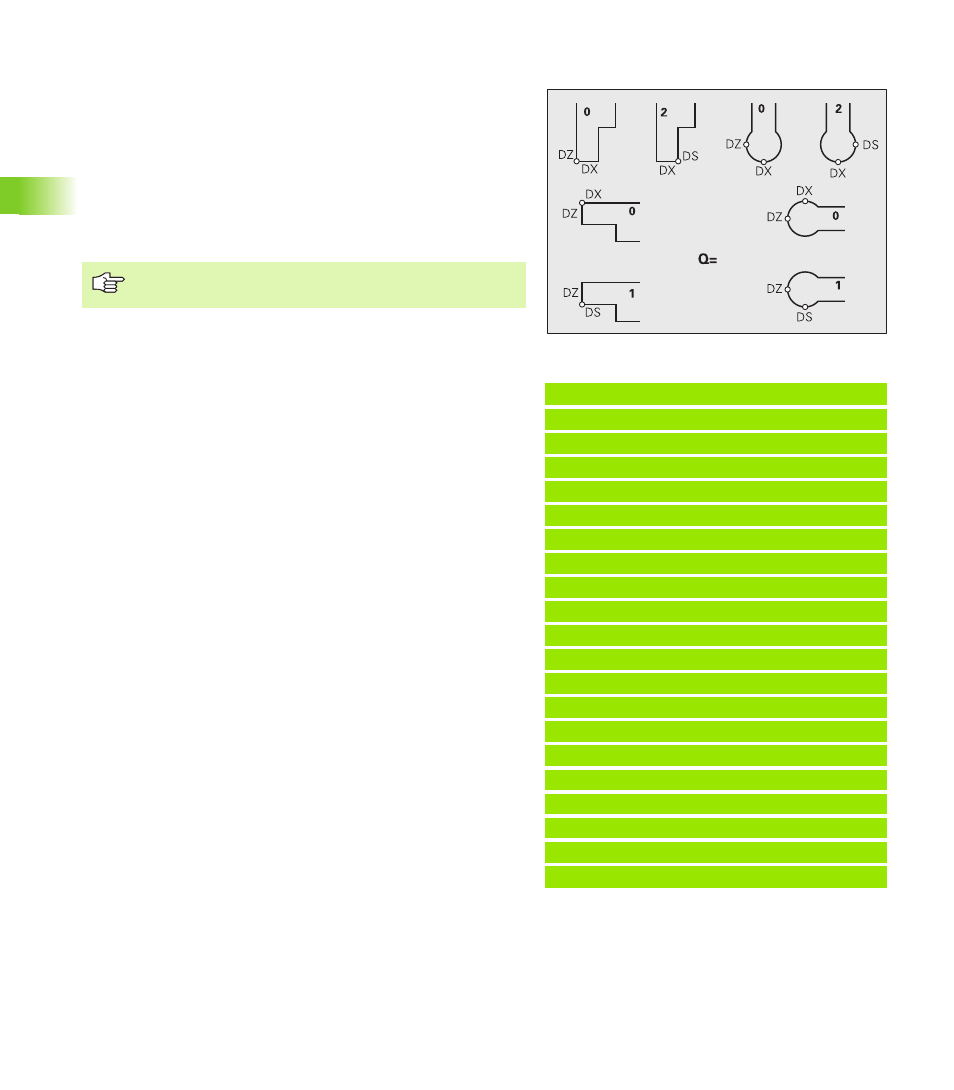
(Смена) коррекции режущей кромки G148
G148 определяет подлежащие вычислению коррекции износа.
При запуске программы и после команды T DX, DZ активны.
Пример: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151 [чистовая прорезка]
N11 G148 O0 [смена коррекции]
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
Параметры
Q
Выбор (умолчание: 0)
O=0: DX, DZ активные – DS неактивные
O=1: DS, DZ активные – DX неактивные
O=2: DX, DS активные – DZ неактивные
Циклы прорезывания G860..G866 автоматически
учитывают "правильную" коррекцию износа.
Advertising