Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 543
HEIDENHAIN CNC PILOT 4290
543
6.14
Интерактивное
генериров
ание
плана
рабо
ты
(IA
G
)
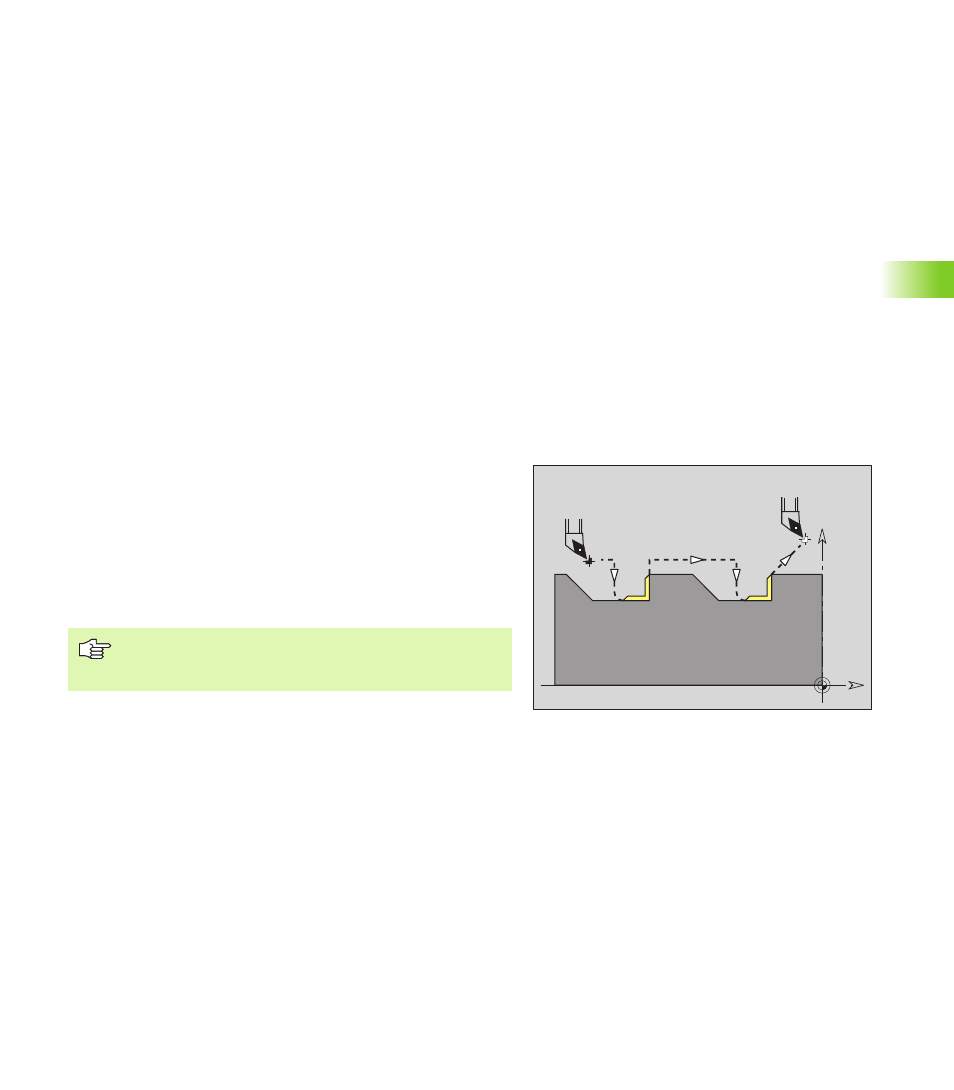
Остаточная обработка контура: если на ниспадающих контурах
остается остаточный материал, то снимите его с помощью
"остаточной обработки контура" (см. рисунок "G890 Q4"). Как
правило, ограничение резания не требуется.
Выполнение выемки: IAG обрабатывает врезающиеся области
контура, которые определяются на основании "копирующего угла
входа" (врезки: EKW <= mtw). Для чистовой обработки – выемки
следует использовать преимущественно "нейтральные
инструменты".
Для фасок/скруглений действует:
Атрибут "Глубина шероховатости/подача" не
запрограммирован: CNC PILOT выполняет автоматическое
уменьшение подачи. Выполняются по меньшей мере обороты
"FMUR" (параметр обработки 5).
Атрибут "Глубина шероховатости/подача" запрограммирован:
уменьшение подачи отсутствует
H
Тип выхода из материала. Инструмент поднимается под
углом 45° против направления обработки. Дальнейшую
траекторию отвода определяет H:
Н=0: по диагонали на позицию отвода
Н=1: сначала направление X, а потом Z
Н=2: сначала направление Z, а потом X
H=3: поднимается на подаче на безопасное расстояние
I
Позиция отвода при H=0, 1, 2
K
Позиция отвода при H=0, 1, 2
Обработка элементов формы: настройка с помощью
Softkey
Поле отображения показывает подлежащие обработке
элементы формы (сокращения: см. таблицу Softkey).
Следующие элементы формы обрабатываются всегда:
C: фаска
R: скругление
PT: посадка
GW: резьба
Параметры
X
Z
G890 Q4
При "остаточной обработке контура" и при
"выполнении выемки" определяется стратегия
подвода. IAG генерирует G890 с "типом подвода Q4".