Зачистка (g840), Смотри "зачистка (g840)" на странице 549 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 550
550
6.14
Интерактивное
генериров
ание
плана
рабо
ты
(IA
G
)
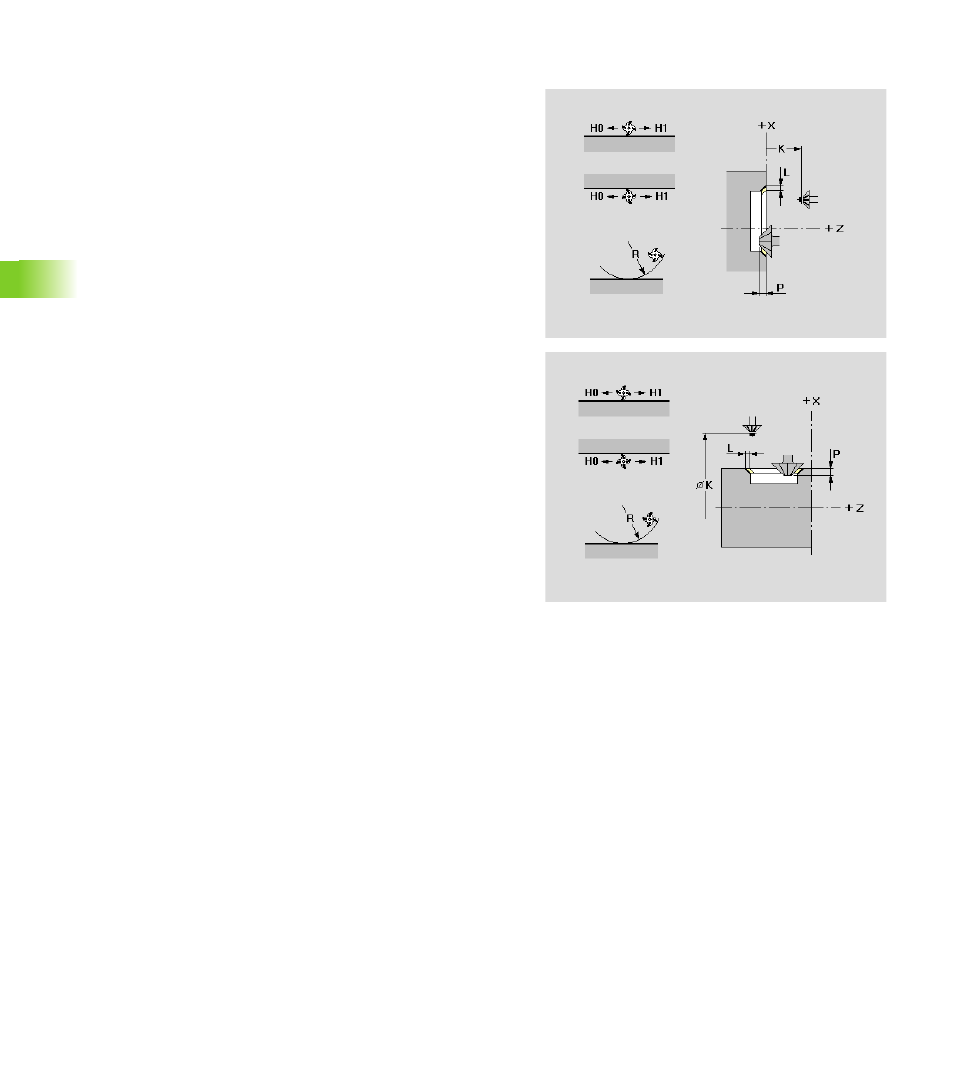
Зачистка (G840)
IAG генерирует для выделенного открытого или закрытого
контура цикл G840 со следующими параметрами.
Параметры
K
Плоскость возврата (по умолчанию: назад в исходное
положение)
Торцевая/задняя сторона: позиция возврата в
направлении Z
Поверхность образующей: позиция в направлении X
(диаметральный размер)
Q
Место фрезерования
Q=0: центр фрезы на контуре
для закрытого контура:
Q=1: внутреннее фрезерование
Q=2: наружное фрезерование
для открытого контура:
Q=1: слева от контура (привязка: направление
обработки)
Q=2: справа от контура (привязка: направление
обработки)
H
Направление прохода фрезерования
H=0: встречное
H=1: попутное
R
Радиус подхода
R=0: непосредственный подвод к элементу контура
R>0: входной/выходной радиус, плавно прилегающий к
элементу контура
R<0 при внутренних углах: входной/выходной радиус,
плавно прилегающий к элементу контура
R<0 при внешних углах: подвод/отвод к элементу контура
производится плавно линейно
P
Глубина фрезерования – глубина погружения инструмента
(по умолчанию: ширина фрезерования (из "атрибута
обработки зачистки") + 1 мм)