Циклы обработки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 126
126
4.2
Ук
а
за
н
и
я
к
прог
ра
ммиров
анию
Циклы обработки
HEIDENHAIN рекомендует программировать обрабатывающий
цикл в ходе следующих шагов:
Смена инструмента
Определение данных режущей кромки
Позиционирование инструмента перед зоной обработки
Определение безопасного расстояния
Вызов цикла
Отвод инструмента
Перемещение к точке смены инструмента
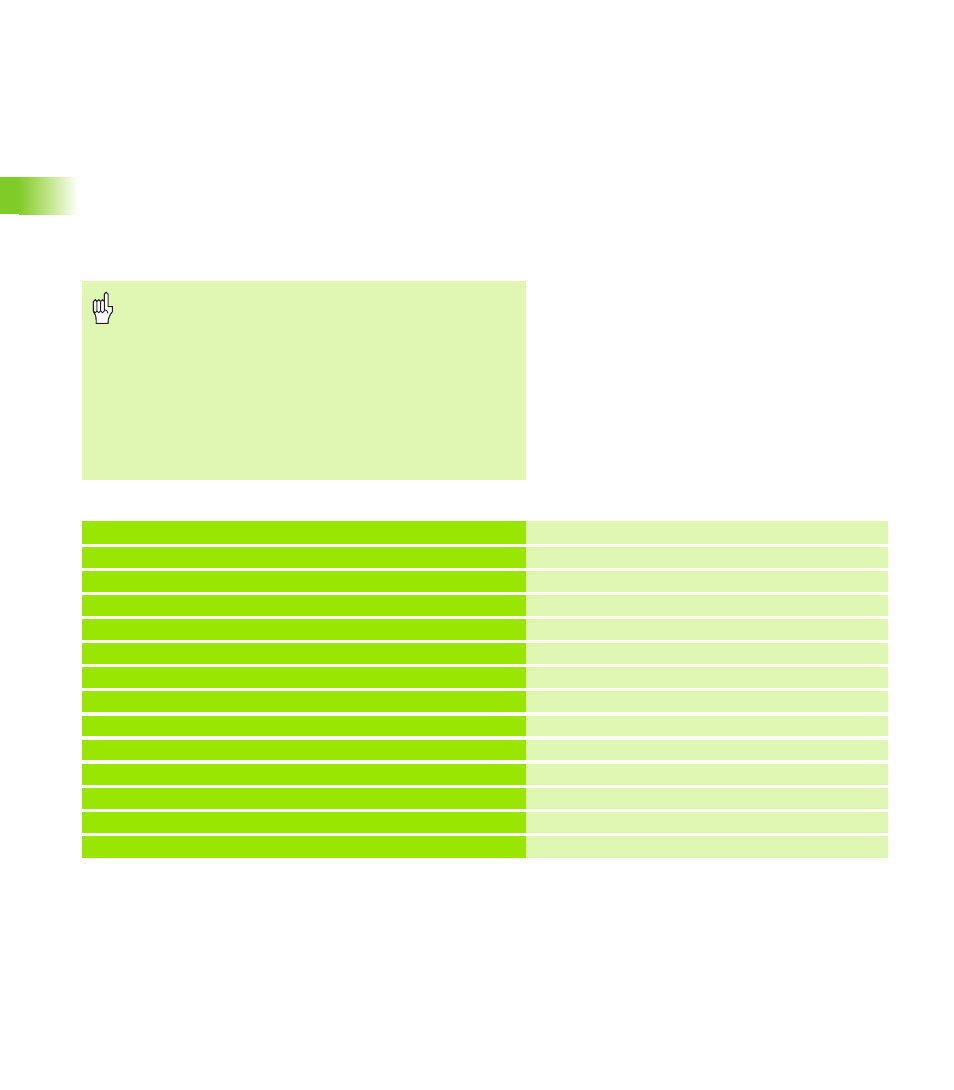
Типичная структура цикла обработки
Внимание, опасность столкновений!
Учтите, что в ходе оптимизации могут быть исключены
шаги программирования цикла:
Специальная подача остается действительной до
следующей команды на подачу (пример: чистовая
обработка во время циклов прорезывания).
Некоторые цикли перемещают в точку старта по
диагонали, если вы используете стандартное
программирование (пример: циклы черновой
обработки).
. . .
ОБРАБОТКА
N.. G59 Z..
Смещение нулевой точки
N.. G26 S..
Определение ограничения частоты вращения
N.. G14 Q..
Перемещение к точке смены инструмента
. . .
N.. T..
Смена инструмента
N.. G96 S.. G95 F.. M4
Определение технологических данных
N.. G0 X.. Z..
Предварительное позиционирование
N.. G47 P..
Определение безопасного расстояния
N.. G810 NS.. NE..
Вызов цикла
N.. G0 X.. Z..
Если необходимо: отвод инструмента
N.. G14 Q0
Перемещение к точке смены инструмента
. . .