Обозначения осей и системы координат, Точки привязки станка – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 40
40
1.4
Основные
по
л
о
ж
е
ния
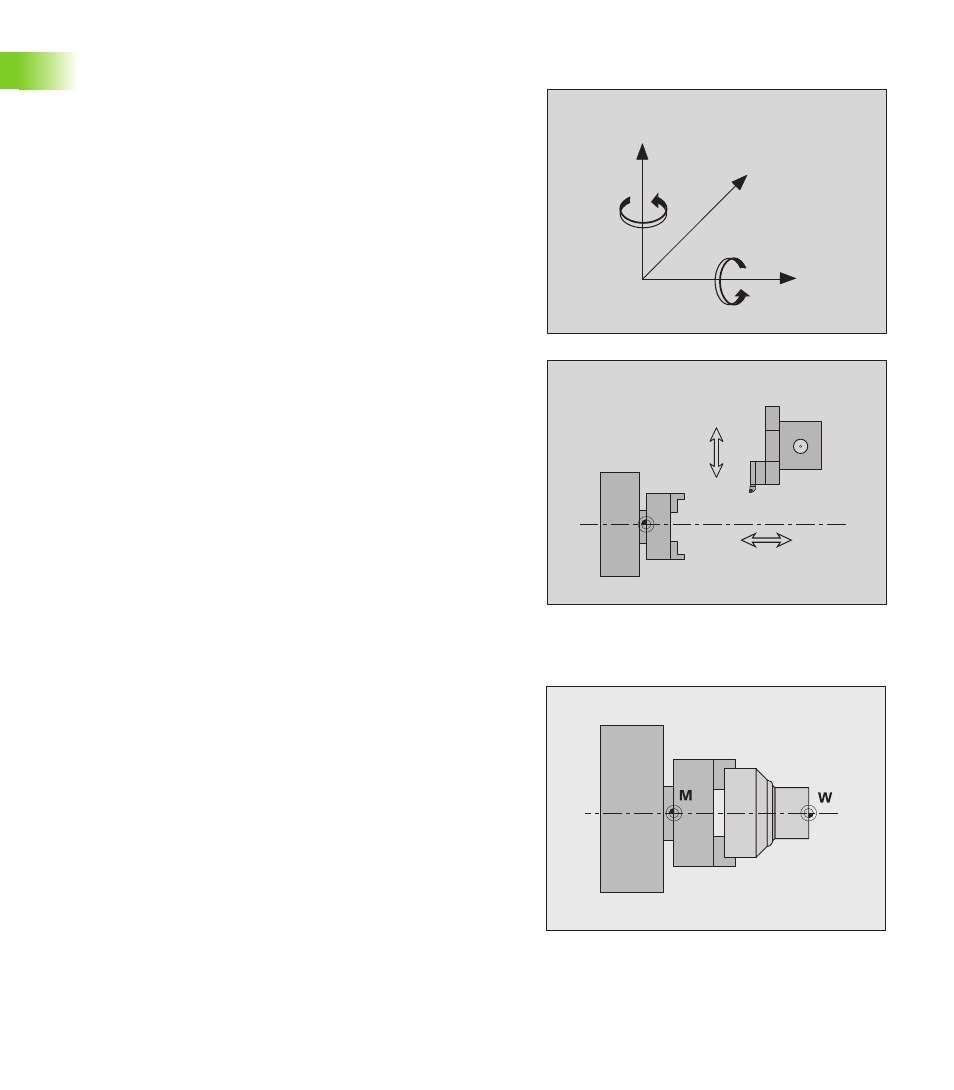
Обозначения осей и системы координат
Система координат
Значения координат X, Y, Z, B, C определены в DIN 66 217.
Координаты главных осей X, Y и Z привязаны к нулевой точке
заготовки. Данные угла для оси вращения В и С привязаны к
нулевой точке соотвествующей оси вращения.
На токарных станках перемещения оси C реализуются
вращением обрабатываемой детали, а перемещения оси B -
наклоном инструмента (поворотная инструментальная головка).
Обозначение осей
Поперечная ось обозначается осью X, а продольная осью Z.
Все отображаемые и заданные значения X рассматриваются как
диаметр. В TURN PLUS можно задать, должны ли значения X
действовать в качестве значений диаметра или радиуса.
Токарные станки с осью Y: ось Y расположена перпендикулярно
оси X и Z (прямоугольная система координат).
Для перемещений действует:
перемещения в + направлении направлены от заготовки
перемещения в – направлении направлены к заготовке
Точки привязки станка
Нулевая точка станка
Точка пересечения оси X и Z называется нулевой точкой станка.
В случае токарного станка это как правило точка пересечения оси
шпинделя и поверхности шпинделя. Обозначается буквой „M“.
Нулевая точка заготовки
Для обработки заготовки проще задать точку привязки на
заготовке, т.к. она проставлена на чертеже. Эта точка является
«нулевой точкой заготовки». Обозначается буквой „W“.
+Y
+X
+Z
+C
+B
M
Z
Z+
Y+
X
X+