Линейные и круговые оси, 1 din- программиров ание – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 112
112
4.1 DIN-
программиров
ание
Линейные и круговые оси
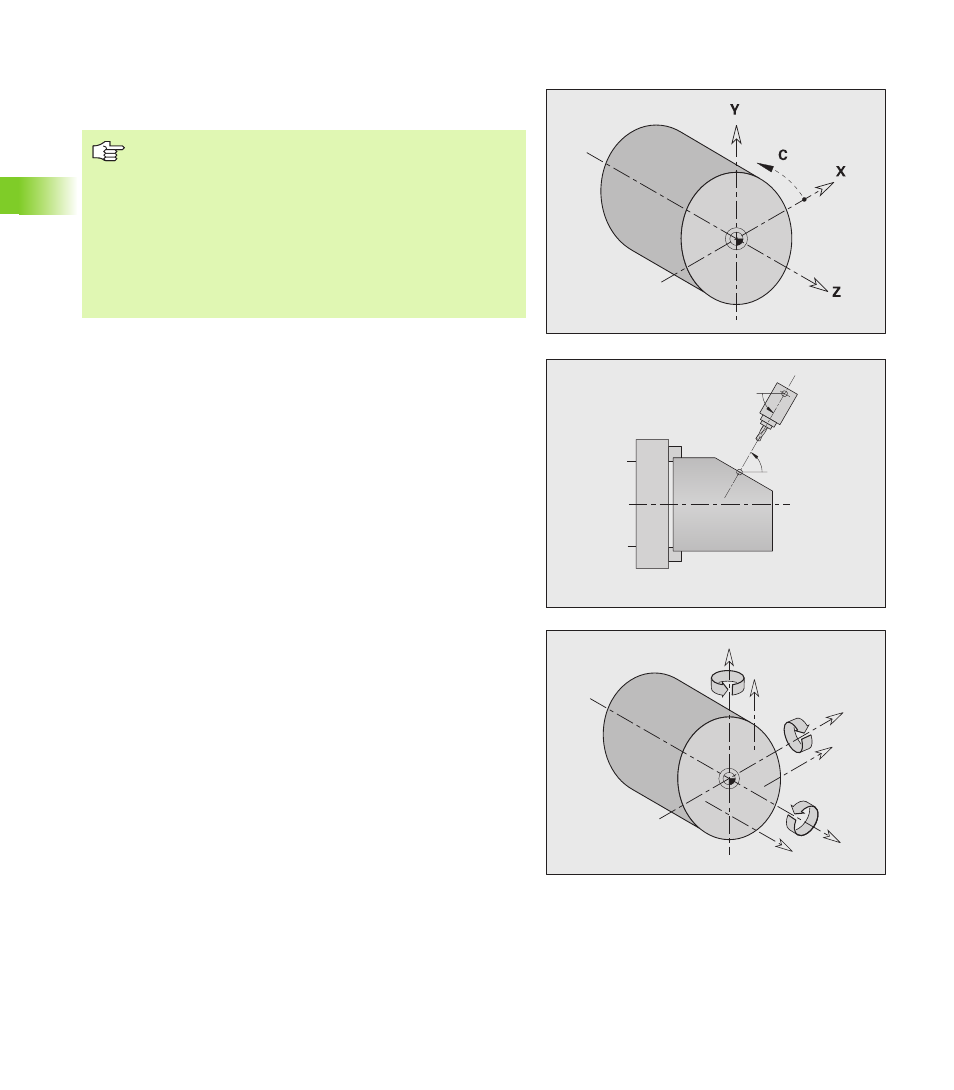
Главные оси: координаты осей X, Y и Z привязаны к нулевой
точке обрабатываемой детали.
Ось C в качестве главной оси:
Данные углов привязаны к "нулевой точке оси C".
Контуры оси С и обработки оси С:
Координаты на торцовой/обратной стороне задаются либо
в декартовой (XK, YK), либо в полярной системе координат
(X, C)
Координаты на боковой поверхности задаются в полярной
системе координат (Z, C). Вместо "C" можно использовать
размер отрезка CY ("развертка образующей" на отсчетном
диаметре).
Ось B – наклонная плоскость обработки: ось В обеспечивает
обработку сверлением и фрезерованием на наклоненных в
пространстве плоскостях. Для программирования система
координат наклоняется так, что определение образцов отверстий
и контуров фрезерования осуществляется на плоскости YZ.
Затем производится обработка в наклонной плоскости.
B
B
Z
Y
X
A
B
C
U
V
W
При отрицательных координатах X нужно
учитывать:
Не разрешены для описания контура
Не разрешены для циклов токарной обработки
Отслеживание контура не производится
Направление вращения дуг окружности (G2/G3, G12/
G13) должно быть подогнано вручную
Положение при компенсации радиуса режущих
кромок (G41/G42) должно быть подогнано вручную