Перемещение на жесткий упор g916 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 301
HEIDENHAIN CNC PILOT 4290
301
4.28
Соо
тв
ет
ствие
, синхрониз
ация
,
переда
ча
за
го
то
в
ки
Измерение углового смещения при
синхронизации вращения шпинделей G906
G906 записывает угловое смещение между ведущим и ведомым
шпинделями в переменную V921.
Программирование:
Программируйте G906 только при активном угловом
синхронизирующем ходе – оба зажимных патрона должны быть
закрыты
Программируйте G906 в отдельном NC-кадре
Программируйте перед обработкой V921 G909 (стоп-
интерпретатора)
G906 производит „стоп интерпретатора“
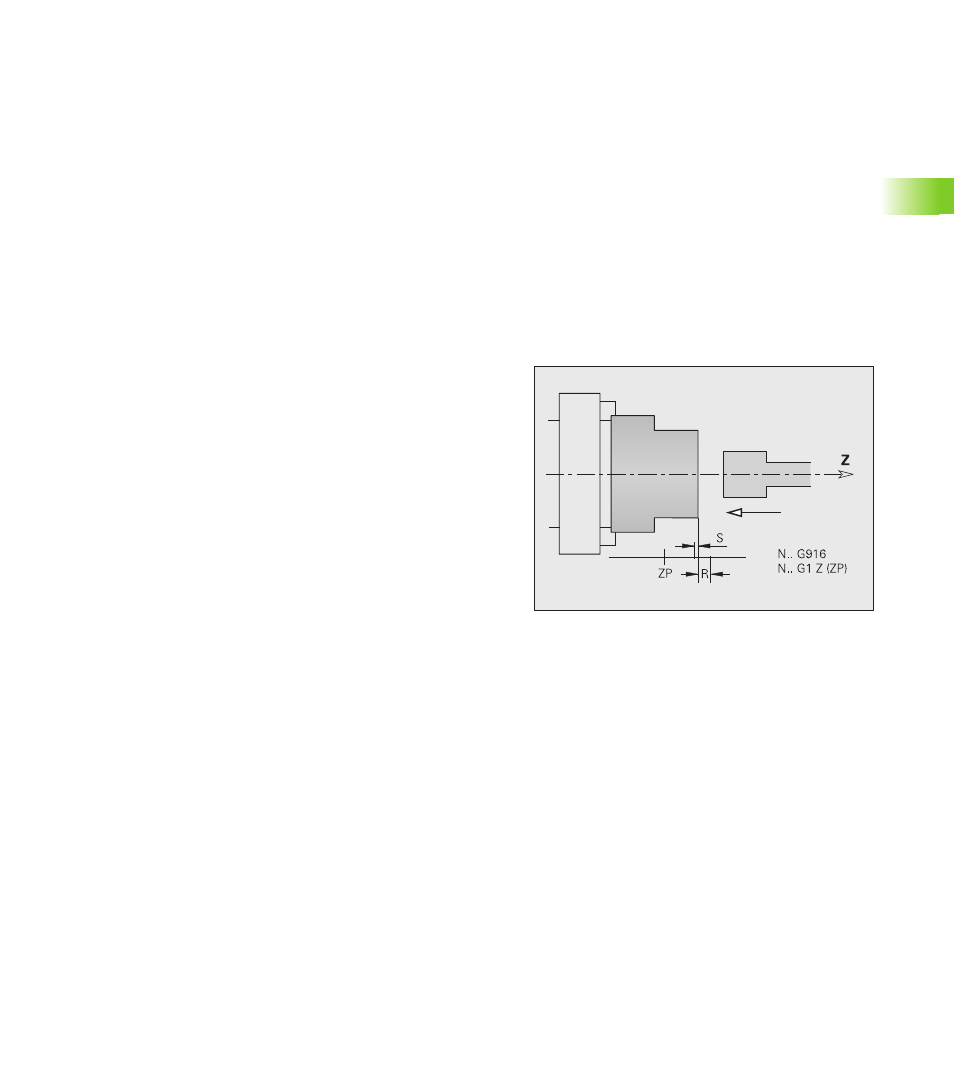
Перемещение на жесткий упор G916
G916 включает „контроль траектории перемещения“.
Перемещение с G1 производится до „жесткого упора“.
Используйте G916 для:
наезда на жесткий упор (пример: прием предварительно
обработанной заготовки вторым передвижным шпинделем,
если позиция заготовки точно не известна).
прижима задней бабки к заготовке (функция задней бабки)
CNC PILOT останавливает суппорт и сохраняет „позицию упора“.
G916 производит „стоп интерпретатора“.
Наезд на жесткий упор (G916 без параметров). CNC PILOT
перемещается до жесткого упора и останавливается, как только
будет достигнута ошибка рассогласования. Оставшийся путь
перемещения удаляется.
сохраняет „позицию упора“ в переменных V901..V918.
возвращает на ошибку рассогласования + реверсивное
перемещение (MP 1112, 1162, ..).
В MP 1112, 1162, .. задается:
предел ошибки рассогласования
траектория реверса
Параметры
H
Усилие прижима в daН (1 daН = 10 Н)
D
Режим:
D=1: активация функции задней бабки
D=2: деактивация функции задней бабки
Начиная с версии ПО 625 952-04:
D=3: нет ошибки прерывания при достижении
последней позиции
R
Траектория реверса