Сверление глубоких отверстий g74, 23 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 260
260
4.23
Цик
л
ы
св
ер
л
е
ния
Приводимый метчик: приводимый инструмент и привод подачи
синхронизируются.
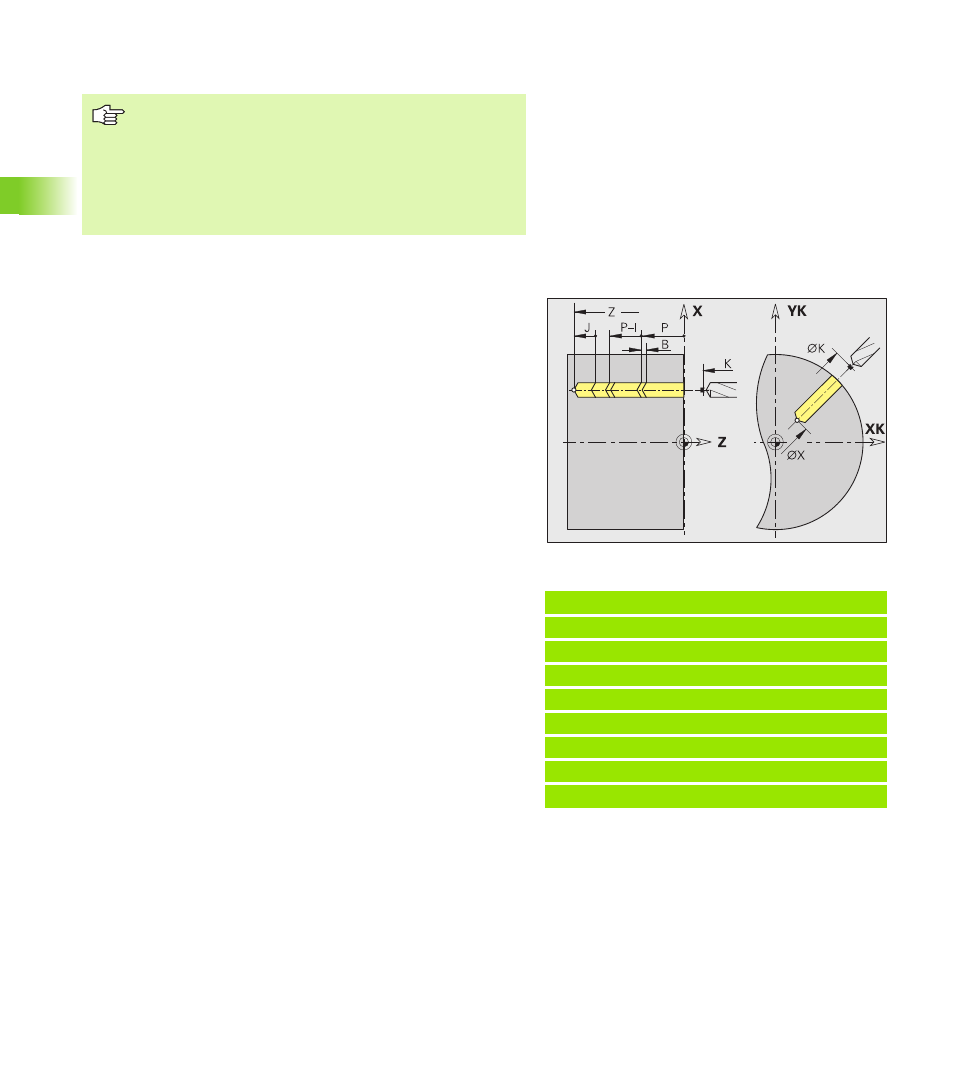
Сверление глубоких отверстий G74
G74 производит сверление аксиальных/радиальных отверстий в
несколько приемов с помощью неподвижных или приводных
инструментов.
"Цикл-стоп" действует в конце операции нарезания
внутренней резьбы
Коррекция подачи не действует.
Не используйте коррекцию шпинделя!
При нерегулируемом приводе инструмента (без
датчика ROD) требуется использовать
корректирующий патрон.
Пример: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G74 Z-40 R2 P12 I2 B0 J8 [сверление]
N7 M15
. . .
Параметры
NS
Номер кадра контура
Отсчетная величина на контур отверстия (G49, G300
или G310-Geo)
Ввод отсутствует: отдельное отверстие без описания
контура
X
Конечная точка аксиального отверстия (диаметральный
размер)
Z
Конечная точка радиального отверстия
P
1. Глубина сверления
I
Величина уменьшения (умолчание: 0)
B
Расстояние возврата (по умолчанию: на „начальную точку
сверления")
J
Минимальная глубина сверления (по умолчанию: 1/10 от
„P")
E
Выдержка времени для выхода из материала на дне
сверления (в секундах) – (по умолчанию: 0)
V
Уменьшение подачи (50 %) – (по умолчанию: 0)
V=0 или 2: уменьшение в начале
V=1 или 3: уменьшение в начале и в конце
V=4: уменьшение в конце
V=5: без уменьшения
D
Скорость возврата и подача на врезания в пределах
отверстия (по умолчанию: 0)
D=0: ускоренный ход
D=1: подача
K
Плоскость возврата (радиальные отверстия:
диаметральный размер) – (по умолчанию: возврат к
стартовой позиции или на безопасное расстояние)