39 полная обработка, Основы полной обработки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 358
358
4.39
По
лная
обрабо
тка
4.39 Полная обработка
Основы полной обработки
Полной обработкой называется обработка передней и задней
сторон в одной NC-программе. CNC PILOT поддерживает полную
обработку для всех стандартных конструкций станков. Для этого
доступны функции углосинхронной передачи деталей при
вращающемся шпинделе, перемещение до жесткого упора,
контролируемого отрезания и трансформации координат. Этим
обеспечивается как оптимальная по времени полная обработка,
так и простое программирование.
Вы описываете контур токарной обработки, контуры для оси С, а
также полную обработку в одной NC-программе. Для
перезажимания в распоряжении имеются экспертные программы,
которые учитывают конфигурацию токарного станка.
Преимущества "полной обработки" вы можете использовать
также и на токарных станках с одним главным шпинделем.
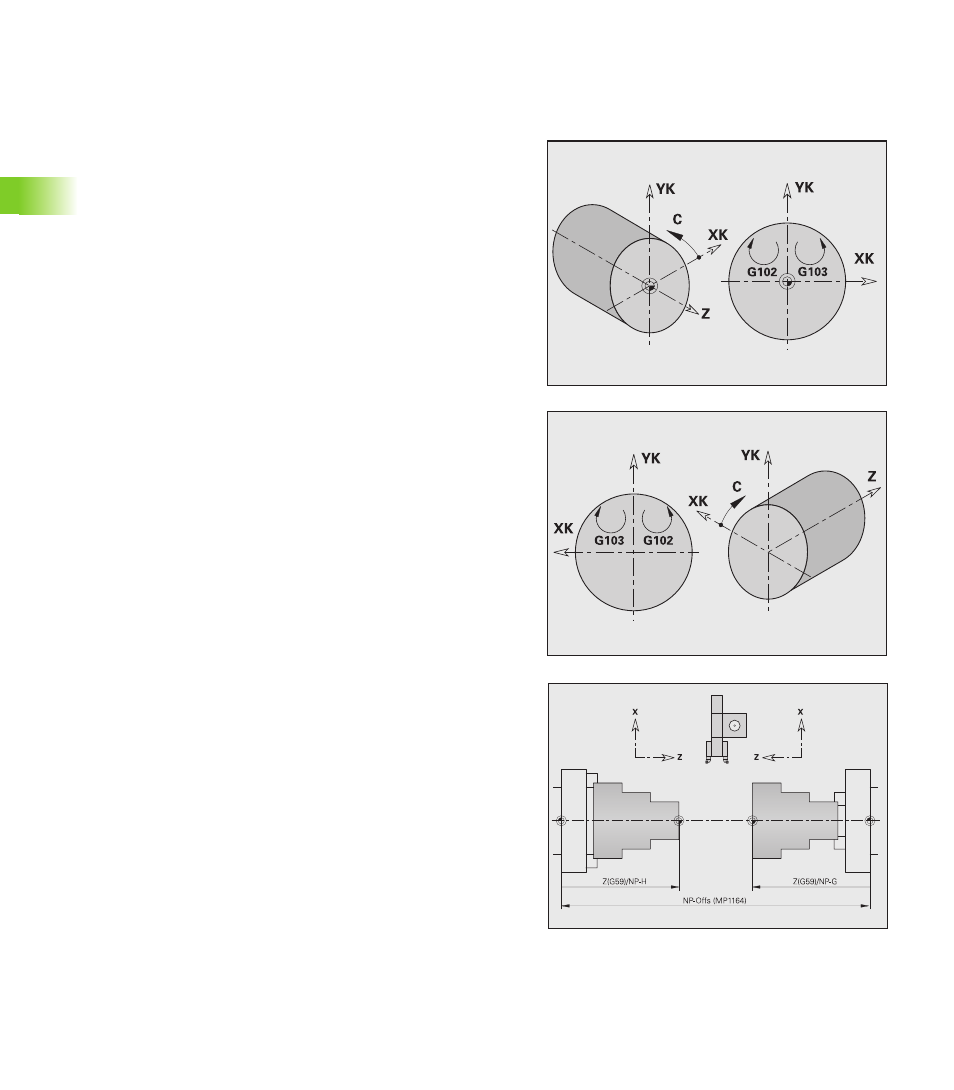
Контур задней стороны C-ось: ориентирование оси XK, а с ним
и ориентирование оси С, "привязано к заготовке". Из этого для
задней стороны следует:
Ориентирование оси XK: "влево" (торцовая сторна: "вправо")
Ориентирование оси С: "по часовой стрелке"
Направление описывания дуги окружности при G102: "против
часовой стрелки"
Направление описывания дуги окружности при G103: "по
часовой стрелке"
Обработка точением: CNC PILOT поддерживает полную
обработку с помощью функций конвертирования и зеркального
отображения, так что принцип
перемещения в + направлении идут от заготовки
перемещения в – направлении направлены к заготовке
сохраняется при обработке задней стороны.
Как правило, изготовитель станка предоставляет настроенные
под ваш токарный станок экспертные программы для передачи
заготовки.
Опорные точки и система координат: положение нулевой точки
станка и заготовки, а также системы координат главного
шпинделя и противошпинделя показаны на нижнем рисунке. При
такой конструкции токарного станка рекомендуется отображать
зеркально исключительно ось Z. Этим достигается то, что и при
обработке на противошпинделе действует принцип
"перемещения в положительном направлении идут от заготовки".
Как правило, экспертная программа включает в себя зеркальное
отображение оси Z и смещение нулевой точки на "NP-Offs".