13 оснащение – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 506
506
6.13
Оснащение
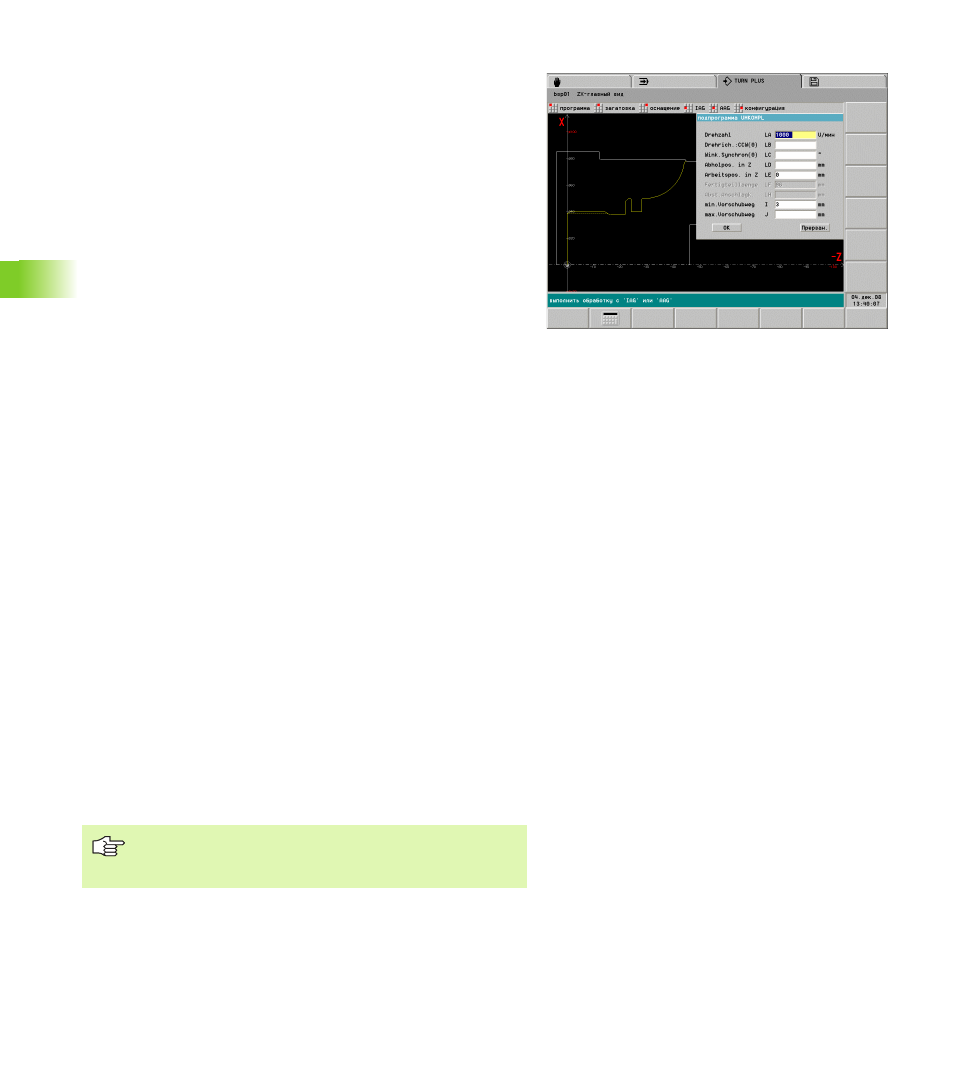
Экспертная программа "UMKOMPL"
Внесенная в "UP-UMKOMPL" (параметр обработки 21) экспертная
программа передает обрабатываемую деталь на
противошпиндель.
TURN PLUS вносит определенные параметры в качестве
предлагаемых значений. Проверьте или дополните записи.
Параметры (пример)
LA
Частота вращения при передаче детали
LB
Направление вращения шпинделя
0: против часовой стрелки
1: по часовой стрелке
LC
Синхронизация по частоте вращения или углу
0: угловая синхронизация без углового смещения
>0: угловая синхронизация с предварительно заданным
угловым смещением
<0: синхронизация по частоте вращения
LD
Позиция забирания в Z
0: позиция забирания в размере станка 1
1..6: позиция забирания в размерах 1..6 станка
¼ 0..6: позиция забирания. TURN PLUS определяет
рекомендуемое значение.
LE
Рабочая позиция в Z. (рекомендуемое значение:
смещение нулевой точки оси Z $1)
I
Минимальный путь подачи:
"перемещение на жесткий упор" отсутствует:
безопасное расстояние до забираемой
обрабатываемой детали (рекомендуемое значение:
"безопасное расстояние до заготовки" из параметра
обработки 2).
при "перемещении на жесткий упор": см. руководство по
эксплуатации станка
J
Максимальный путь подачи и "перемещение на жесткий
упор"
ввод отсутствует: "перемещение на жесткий упор"
отсутствует
"Перемещение на жесткий упор". Значение параметра:
см. руководство по эксплуатации станка
Экспертные программы предоставляет изготовитель
станка. Значение параметров и протекание программы
приведены в руководстве по эксплуатации станка.