Простой цикл нарезания резьбы g32, Смотри "простой цикл нарезания резьбы g32" на, Странице 251). g32 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 251: 22 цик л ы нарез ания резьбы
HEIDENHAIN CNC PILOT 4290
251
4.22
Цик
л
ы
нарез
ания
резьбы
Простой цикл нарезания резьбы G32
G32 выполняет простую резьбу в любом направлении и
положении (продольную, коническую или торцовую, внутреннюю
или наружную).
Ход цикла
1 Рассчитывает распределение проходов.
2 Возвращается на ускоренном ходу по диагонали на
"внутреннюю точку старта". Эта точка расположена на
"длине захода В" перед "стартовой точкой резьбы". При
"H=1" (или 2, 3) текущее смещение учитывается при
вычислении "внутренней стартовой точки".
"Внутренняя стартовая точка" вычисляется на базе
наконечника режущей кромки.
3 Увеличивает скорость до скорости подачи (отрезок "В").
4 Совершает один проход нарезания резьбы.
5 Тормозит (отрезок "Р").
6 Отводит на безопасное расстояние, возвращает назад на
ускоренном ходу и добавляет подачу для следующего реза.
При многозаходной резьбе каждый проход резьбы
производится с одинаковой глубиной снятия стружки,
прежде чем будет добавлена новая подача на врезание.
7 Повторяет 3...6 раз, пока не будет изготовлена резьба.
8 Проводит холостые срезы.
9 Отводит назад на "внутреннюю стартовую точку".
Пример: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2 [резьба]
. . .
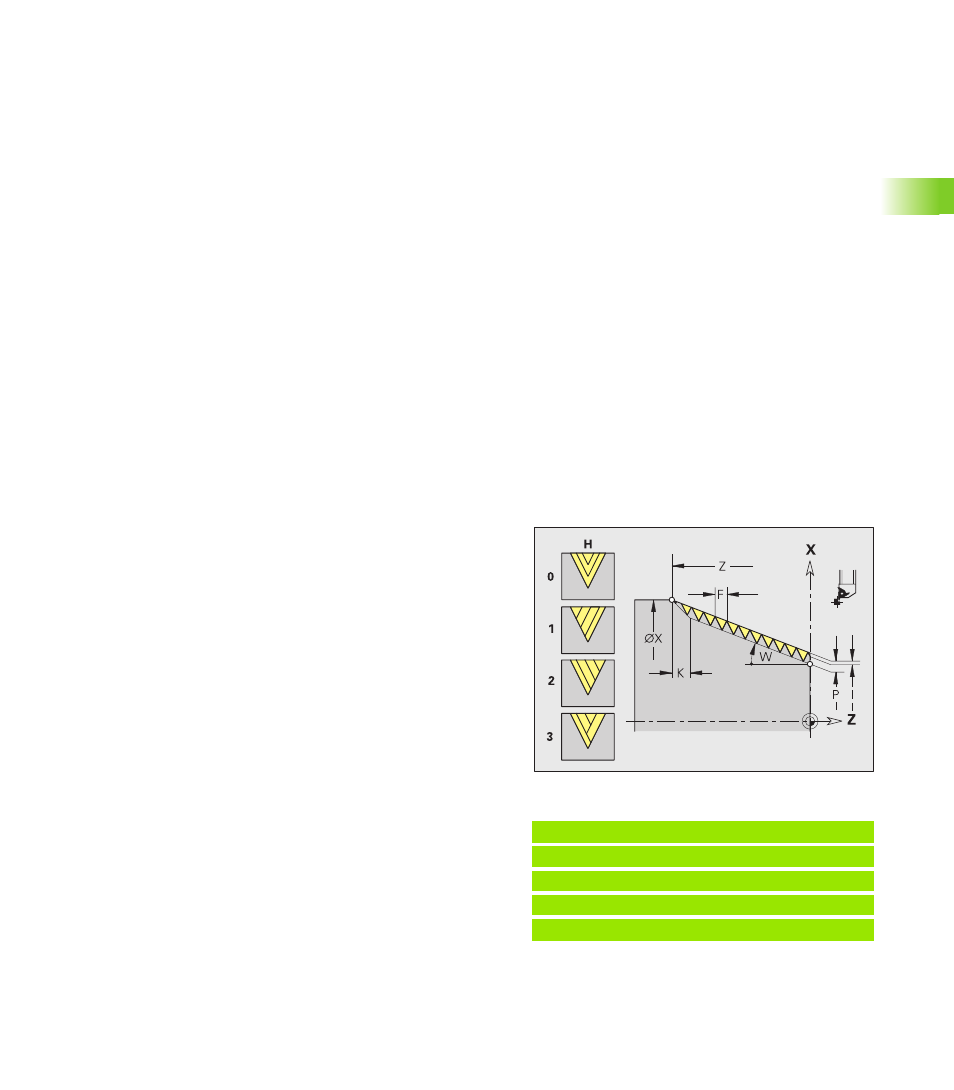
Параметры
X
Конечная точка резьбы (диаметральный размер)
Z
Конечная точка резьбы
F
Шаг резьбы
P
Глубина резьбы
I
Максимальная глубина резания
B
Остаточное резание (умолчание: 0)
B=0: разделение "последнего прохода" на 1/2, 1/4, 1/8 и
1/8 прохода.
B=1: без распределения остаточного прохода
Q
Количество холостых срезов после последнего резания
(для снижения давления от резания в основании резьбы)
– (по умолчанию: 0)
K
Длина сбега в конечной точке резьбы (по умолчанию: 0)