5 – чистовая обработка, 6 парам етры обрабо тки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 618
618
7.6
Парам
етры
обрабо
тки
5 – чистовая обработка
Чистовая обработка – инструментальные стандарты
TURN PLUS подбирает инструменты в зависимости от места
обработки и направления основной обработки (HBR) на
основании угла в плане и при вершине.
Дополнительно действует принцип:
Приоритетно используются стандартные инструменты для
чистовой обработки.
Если стандартные инструменты для чистовой обработки не
обрабатывают выточки (формы FD) и выточки (форм E, F, G), то
элементы формы друг за другом скрываются. TURN PLUS
пытается повторно обработать "остаточный контур". Скрытые
элементы формы затем обрабатываются отдельно с помощью
подходящего инструмента.
Высота подъема внутри [RIHL]
Высота подъема для вариантов выглаживания (H=1, 2)
циклов черновой обработки (G810, G820) при внутренней
обработке (RIHL).
Коэффициент уменьшения глубины резания [SRF]
При процессах черновой обработки инструментами,
которые используются не в направлении основной
обработки, подача на врезание (глубина резания)
уменьшается.
Подача на врезание (P) для циклов черновой обработки
(G810, G820):
P = ZT * SRF
(ZT: подача на врезание из технологической базы данных)
Циклы обработки
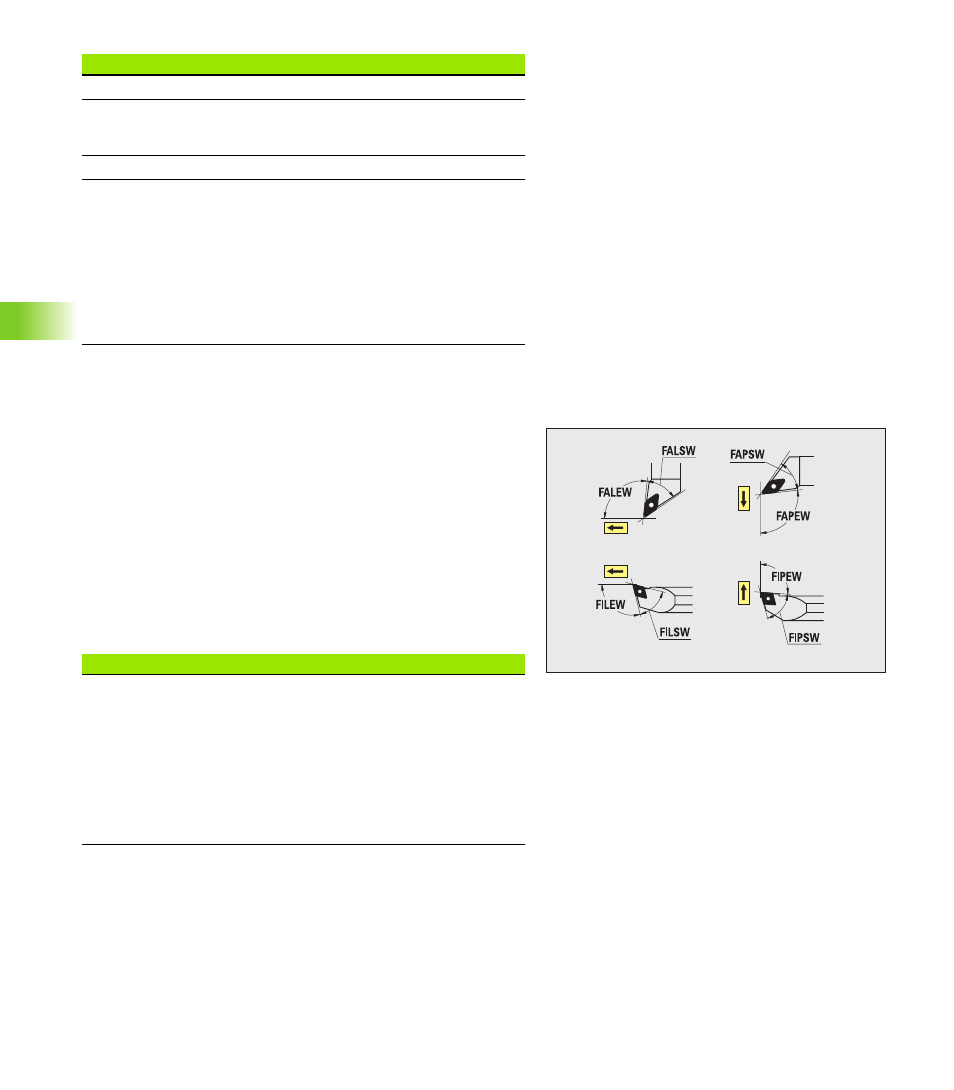
Стандарты инструментов
Угол установки – внешний/продольный [FALEW]
Угол при вершине – внешний/продольный [FALSW]
Угол установки – внешний/поперечный [FAPEW]
Угол при вершине – внешний/поперечный [FAPSW]
Угол установки – внутренний/продольный [FILEW]
Угол при вершине – внутренний/продольный [FILSW]
Угол установки – внутренний/поперечный [FIPEW]
Угол при вершине – внутренний/поперечный [FIPSW]