17 припуски, Отключение припуска g50, Припуск параллельно оси g57 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 210
210
4.17
Припу
ски
4.17 Припуски
Отключение припуска G50
G50 отключает определенный с помощью G52-/G39-Geo припуск
для следующего цикла. Программируйте G50 перед циклом.
Для обеспечения совместимости для отключения припусков
дополнительно поддерживается G52. В новых NC-программах
HEIDENHAIN рекомендует использовать G50.
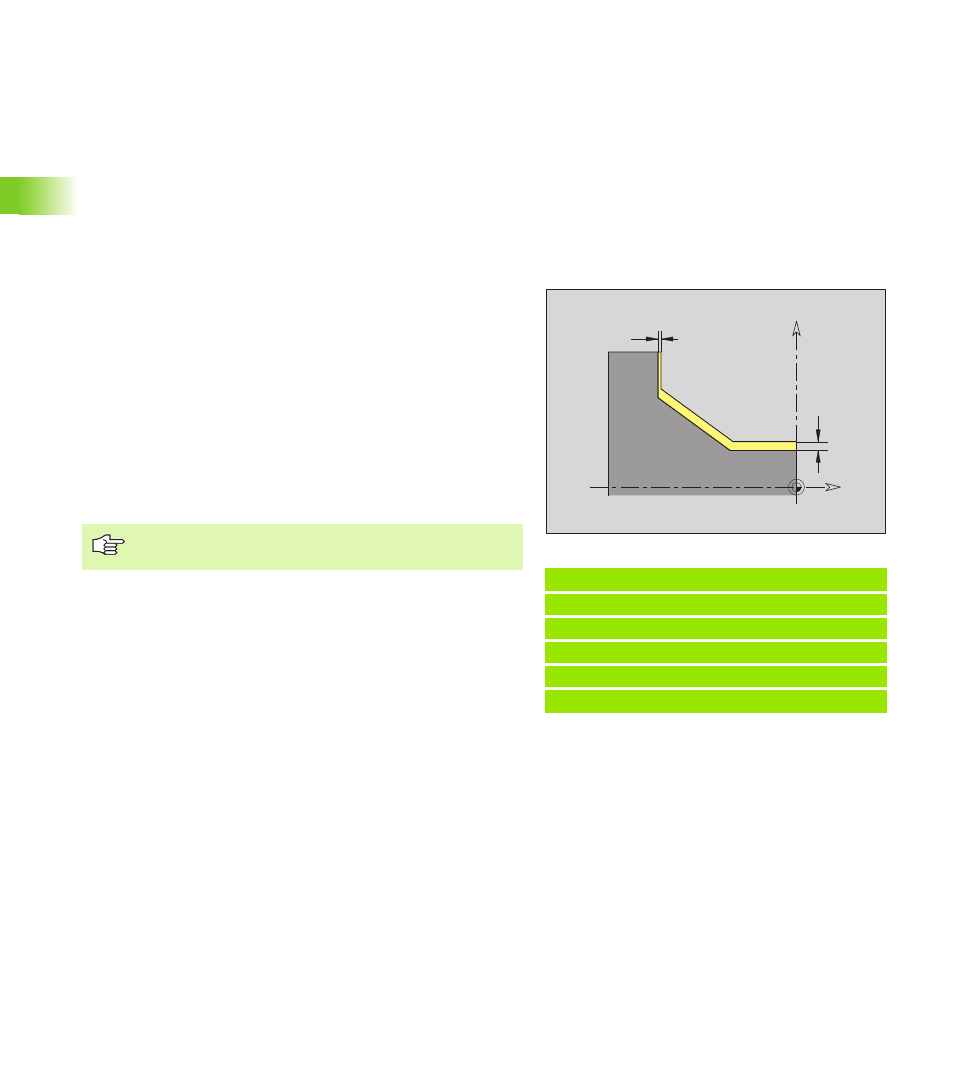
Припуск параллельно оси G57
G57 определяет разные припуски для X и Z. G57 программируется
перед вызовом цикла.
G57 действует для следующих циклов – при этом после
выполнения цикла припуски
удаляются: G810, G820, G830, G835, G860, G869, G890
не удаляются: G81, G82, G83
Пример: G57
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5 [параллельный оси припуск]
N4 G810 NS7 NE12 P5
. . .
X
Z
Ø
Z
X
Параметры
X
Припуск X (диаметральный размер) – только
положительные значения
Z
Припуск Z – только положительные значения
Если припуски запрограммированы с помощью G57 и
в цикле, то действуют припуски цикла.