Цикл повторения контура g83 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 242
242
4.21
Про
стые
цик
лы
то
ч
е
н
и
я
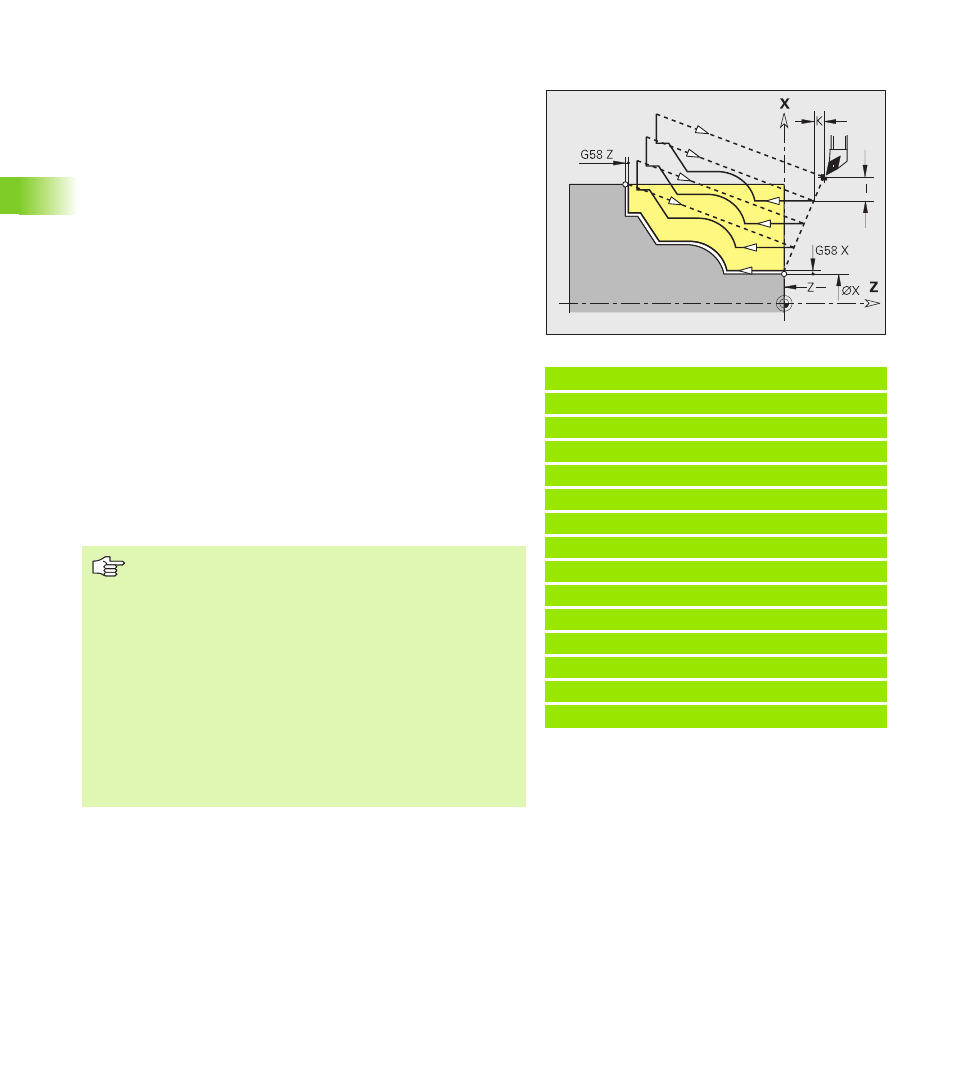
Цикл повторения контура G83
G83 несколько раз выполняет запрограммированные далее
функции (простые перемещения или циклы без описания
контура). G80 завершает цикл обработки.
Если количество подач на врезание в направлениях X и Z
различно, то сначала работа производится с
запрограммированными значениями в обоих направлениях.
Подача на врезание устанавливается на ноль, если для одного
направления целевое значение достигнуто.
Программирование:
G83 стоит в кадре отдельно
Запрещается программировать G83 с K-переменными
G83 не должен быть вложен, а также не должен вызываться
подпрограммами.
Пример: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Параметры
X
Целевая точка контура (диаметральный размер) –
(умолчание: применение последней координаты X)
Z
Целевая точка контура (умолчание: применение
последней координаты Z)
I
Максимальная подача на врезание в направлении X
(размер радиуса) – (умолчание: 0)
K
Максимальная подача на врезание в направлении Z
(умолчание: 0)
Коррекция радиуса режущей кромки не
производится. SRK можно запрограммировать
отдельно с G40..G42.
Безопасное расстояние после каждого прохода: 1
мм.
G57-припуск
рассчитывается с правильным знаком числа
(поэтому припуски при внутренних обработках
невозможны)
остается действительным после конца цикла
G58-припуск
учитывается, если вы работаете с SRK
остается действительным после конца цикла
Ход цикла
1 Начинает отработку цикла с позиции инструмента.
2 Подает на определенную в "I, K" величину.
3 Проводит определенную в последующих кадрах обработку,
причем расстояние от позиции инструмента до стартовой
точки контура принимается как "припуск".
4 Отводит назад по диагонали.