Контроль отрезки путем контроля шпинделя g991 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 305
HEIDENHAIN CNC PILOT 4290
305
4.28
Соо
тв
ет
ствие
, синхрониз
ация
,
переда
ча
за
го
то
в
ки
G917 производит „стоп интерпретатора“
Контроль отрезки путем контроля шпинделя
G991
G991 контролирует процесс отрезки путем контроля разности
частот вращения обоих шпинделей. Сначала шпиндели связаны
друг с другом через заготовку "силовым замыканием". Как только
заготовка отрезана, шпиндели вращаются независимо друг от
друга. Контроль частоты вращения и времени контроля заданы в
MP 808, 858, ... , но их можно изменить с помощью G992.
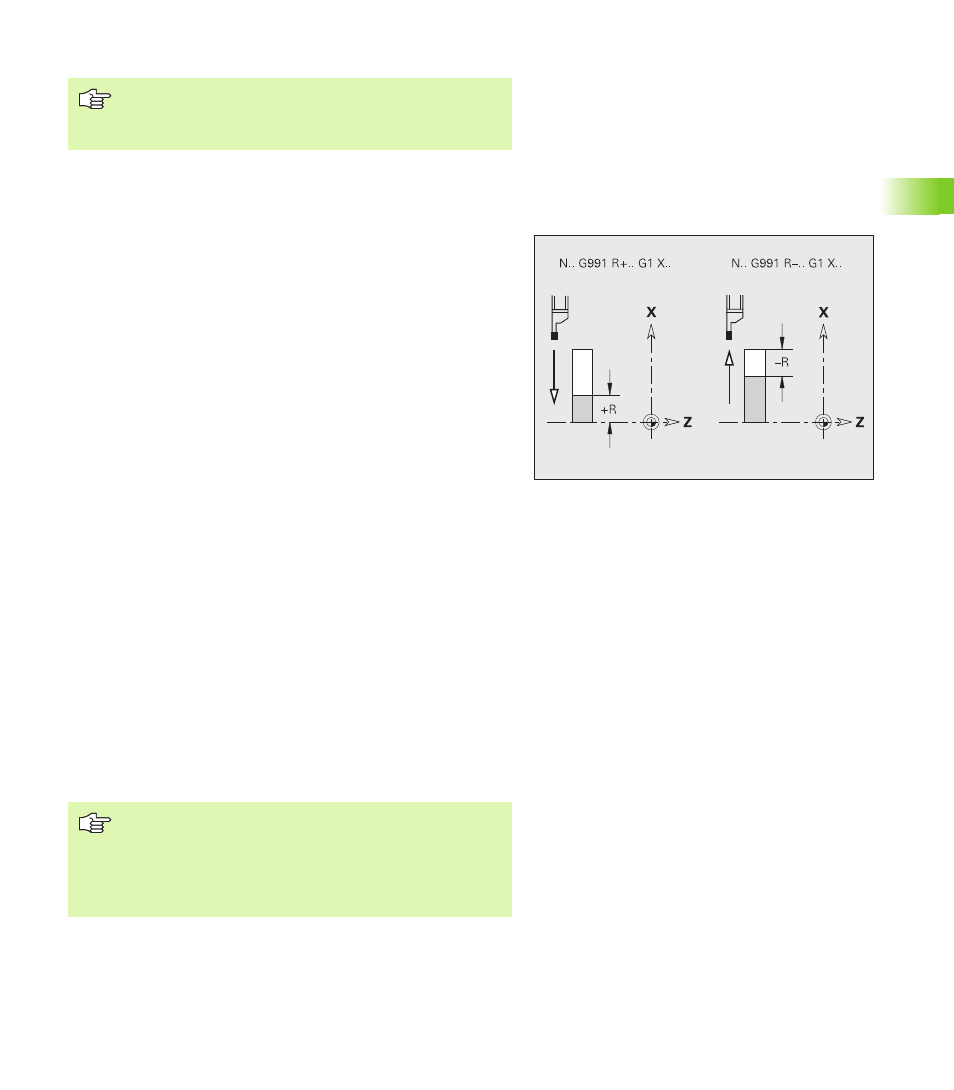
В „R“ задается подлежащую контролю траекторию и
определяется, должен ли контролироваться путь отрезки
незадолго до прорезки или же должна проверятся траектория
возврата (смотри рисунок).
CNC PILOT записывает результат контроля отрезки в
переменную V300. G991 производит „стоп интерпретатора“.
Программирование:
Запрограммируйте постоянную скорость резания G96
Запрограммируйте G991 и G1 (траектория отрезки или
возврата) в одном кадре
Результат в V300:
0: не отрезано
1: отрезано
Начиная с версии ПО 625 952-04:
Контроль ошибки рассогласования начинается только
после фазы ускорения.
Параметры
R
Траектория возврата (значение радиуса)
Отсутствие ввода: проверяется (однократно)
разность частот вращения синхронно вращающихся
шпинделей.
R>0: контроль „оставшегося пути отрезки“
R<0: контроль „траектории возврата“ Контроль
начинается при старте „траектории возврата“ и
заканчивается при „траектории возврата – R“.
Контроль отрезки с помощью G917
предпочтительнее контроля с помощью G991.
При поломке инструмента возникают разности
частот вращения, которые искажают результат
контроля отрезки. Поэтому рекомендуется
дополнительный контроль траектории возврата.