Дуги окружности торцовой/задней стороны g102, 25 обрабо тка т орцов ой /за д н ей ст ороны – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 267
HEIDENHAIN CNC PILOT 4290
267
4.25
Обрабо
тка
т
орцов
ой
/за
д
н
ей
ст
ороны
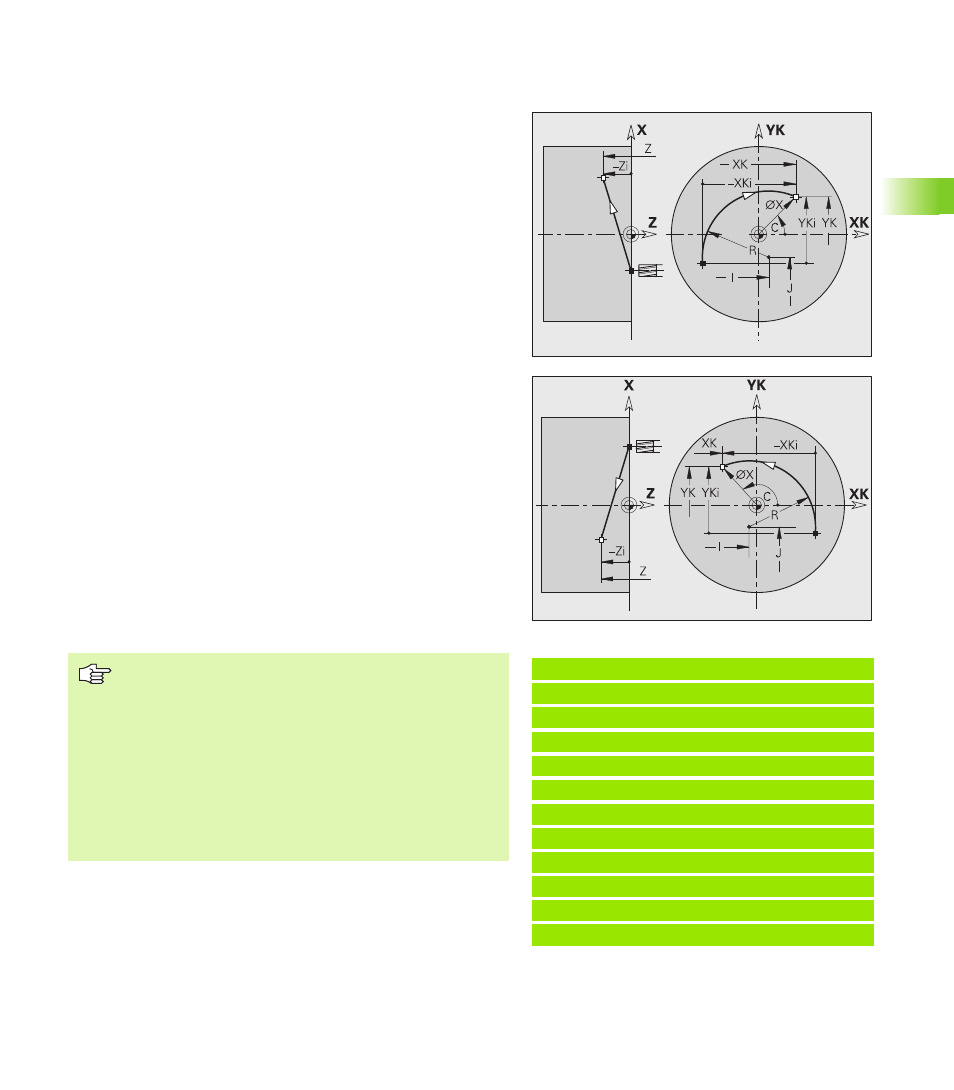
Дуги окружности торцовой/задней стороны
G102
G102/G103 перемещает по кругу с подачей до "конечной точки".
Направление вращения возьмите из вспомогательного рисунка.
Путем программирования „H=2 или H=3" изготавливаются
линейные пазы с круговым основанием. Вы определяете центр
окружности при:
H=2: с помощью I и K
H=3: с помощью J и K
Пример: G102, G103
. . .
N1T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50 [дуга окружности]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Параметры
X
Конечная точка (диаметральный размер)
C
Конечный угол – угловое направление: см.
вспомогательный рисунок
XK
Конечная точка (декартовы координаты)
YK
Конечная точка (декартовы координаты)
R
Радиус
I
Центр (декартовы координаты)
K
Центр (декартовы координаты)
Z
Конечная точка (по умолчанию: текущая позиция Z)
H
Плоскость окружности (плоскость обработки) – (по
умолчанию: 0)
H=0, 1: обработка в плоскости XY (торцовая
поверхность)
H=2: обработка в плоскости YZ
H=3: обработка в плоскости XZ
K
Центр при H=2, 3 (Z-направление)
Программирование:
X, C, XK, YK, Z: абсолютно, в приращениях или с
самоудержанием
I, J, K: абсолютно или в приращениях
Запрограммируйте X–C или XK–YK
Запрограммируйте "центральную точку" или
"радиус"
Для "радиуса": возможна лишь дуга <= 180°
Конечная точка в начале системы координат:
запрограммируйте XK=0 и YK=0