6 парам етры обрабо тки – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 620
620
7.6
Парам
етры
обрабо
тки
Чистовая обработка – допуски инструмента
Движения подвода и отвода производятся на ускоренном ходу
(G0).
Чистовая обработка – анализ обработки
Подвод и отвод
Подвод для внешней чистовой обработки [ANFA]
Подвод для внутренней чистовой обработки [ANFI]
Отвод от внешней чистовой обработки [ABFA]
Отвод от внутренней чистовой обработки [ABFI]
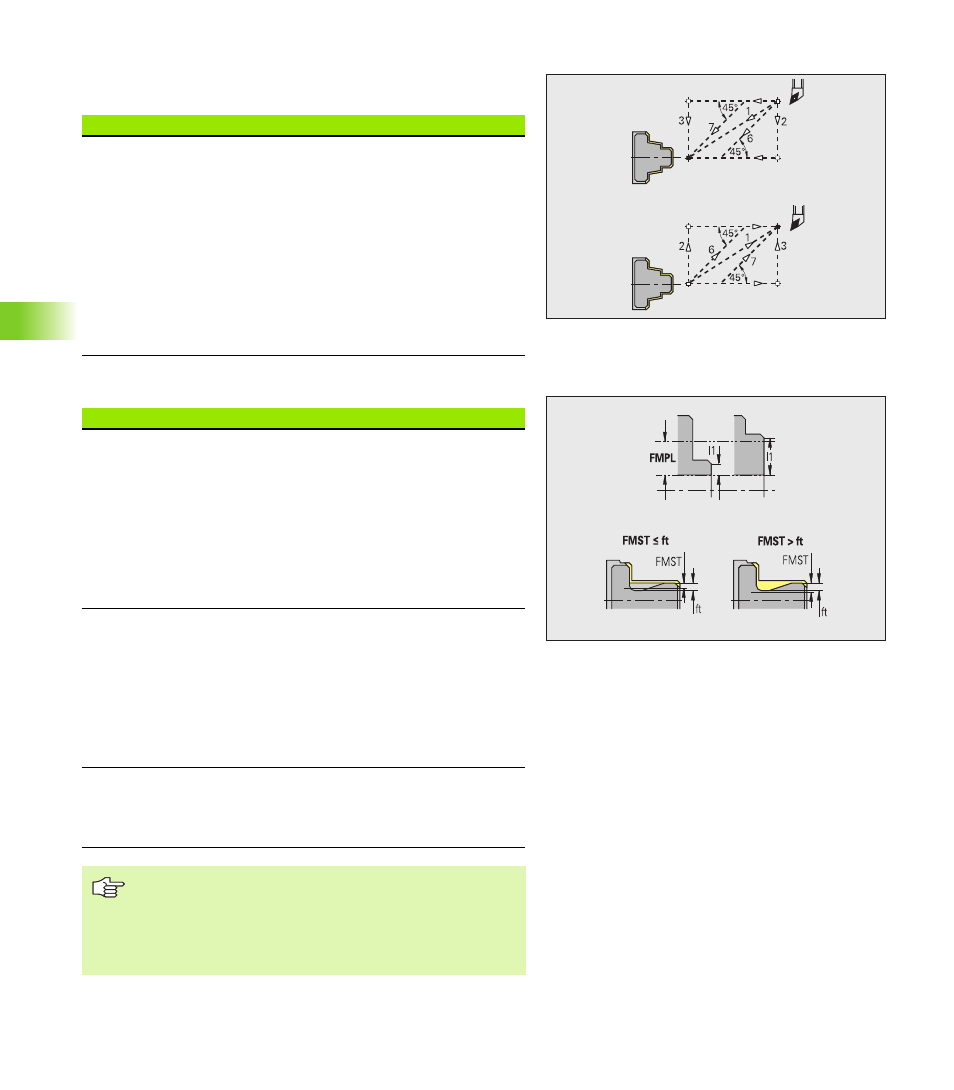
Стратегия подвода/отвода:
1: одновременно в направлении X и Z
2: сначала направление X, а потом Z
3: сначала направление Z, а потом X
6: ведение, направление X перед направлением Z
7: ведение, направление Z перед направлением X
Анализ обработки
Минимальная поперечная длина [FMPL]
TURN PLUS исследует самый передний элемент подлежа-
щего чистовой обработке внешнего контура. Действует:
без внутреннего контура: всегда с отдельным
поперечным резом
с внутренним контуром – FMPL >= l1: без отдельного
поперечного реза
с внутренним контуром – FMPL < l1: с отдельным
поперечным резом
Максимальная глубина чистового реза [FMST]
FMST определяет допустимую глубину погружения для
необработанной выточки. Цикл чистовой обработки (G890)
на основании этого параметра определяет, должны ли
обрабатываться выточки (формы E, F, G) за проход
чистовой обработки контура Действует:
FMST > ft: с обработкой выточки (ft: глубина выточки)
FMST <= ft: без обработки выточки
Количество оборотов при фаске или скруглении [FMUR]
Подача уменьшается настолько, чтобы было выполнено
минимум FMUR оборотов (использование: цикл чистовой
обработки G890).
Для FMPL действует:
Отдельный поперечный рез производится снаружи
вовнутрь.
"Отклонение поперечного угла PWA" не влияет на
анализ поперечных элементов.