34 программиров ание пере менных – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 330
330
4.34
Программиров
ание
пере
менных
#783, #785,
#786
Расстояние наконечник инструмента – опорная
точка суппорта Y, Z, X
#787
Отсчетный диаметр обработки поверхности
образующей (G120)
#788
Шпиндель, в котором зажата заготовка (G98)
#790
Припуск G52-Geo
0: не учитывать
1: учитывать
#791..#792
G57-припуски X, Z
#793
G58-припуск P
#794..#795
Ширина режущей кромки в X и Z, на которую
смещается точка привязки инструмента при G150/
G151
#796
Номер шпинделя, для которого
программировалась последняя подача
#797
Номер шпинделя, для которого
программировалась последняя частота вращения
#801
Активная наклонная плоскость
#802
0: G30 не активен
1: G30 активен
#803
Номер выбранного языка – решающей является
последовательность языков, заданная в
параметре системы управленияr 4 (начиная с „0“)
#804
DataPilot ?
0: система управления
1: DataPilot
Информация ЧПУ в #-переменных
Информация об инструментах в #-переменных
#512
Тип инструмента, 3-знака
#513..#515
1., 2., 3. Место типа инструмента
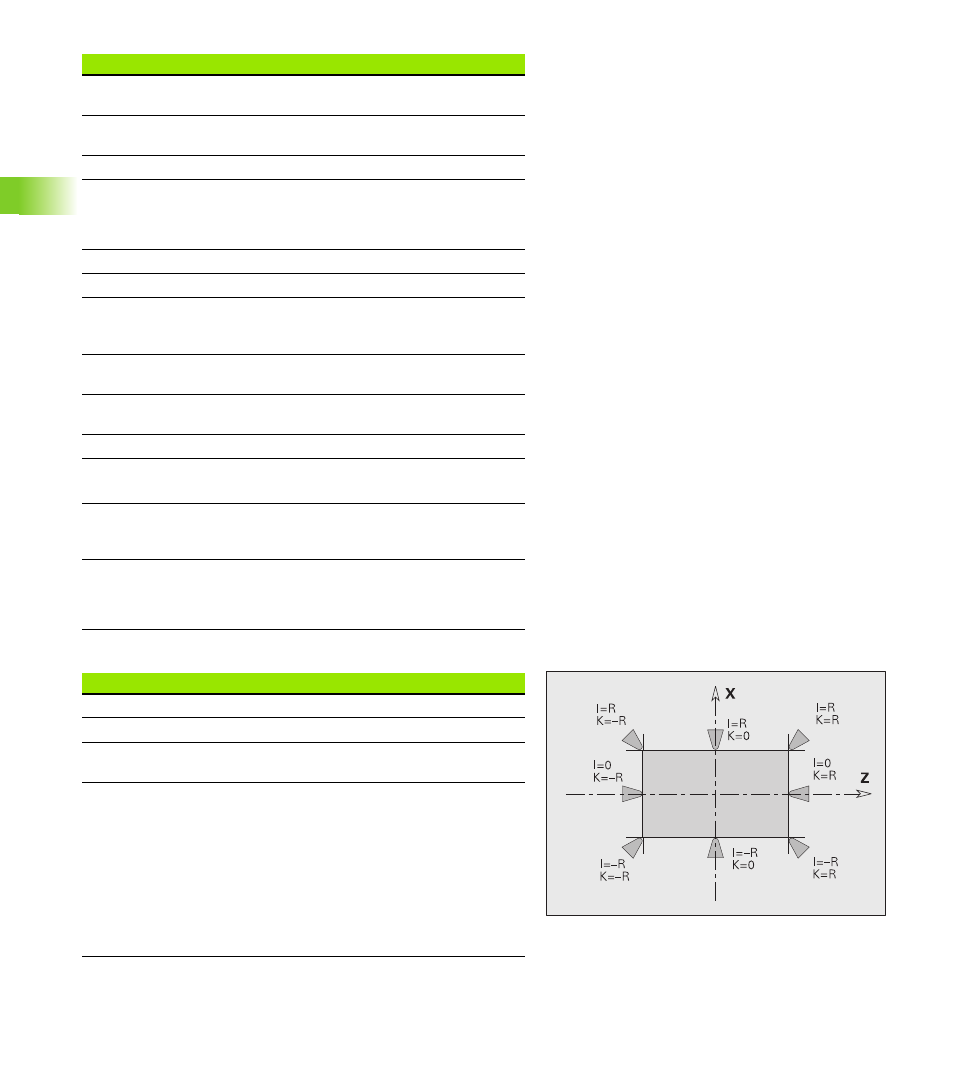
#516
Полезная длина (nl) для токарных и сверлильных
инструментов:
#517
Главное направление обработки:
0: не определено
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X