Сверление торцовой/задней стороны g300- geo, Сверление торцовой/задней стороны g300-geo, 10 конт ур ы т орцов ой /за д н ей ст ороны – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 179
HEIDENHAIN CNC PILOT 4290
179
4.10
Конт
ур
ы
т
орцов
ой
/за
д
н
ей
ст
ороны
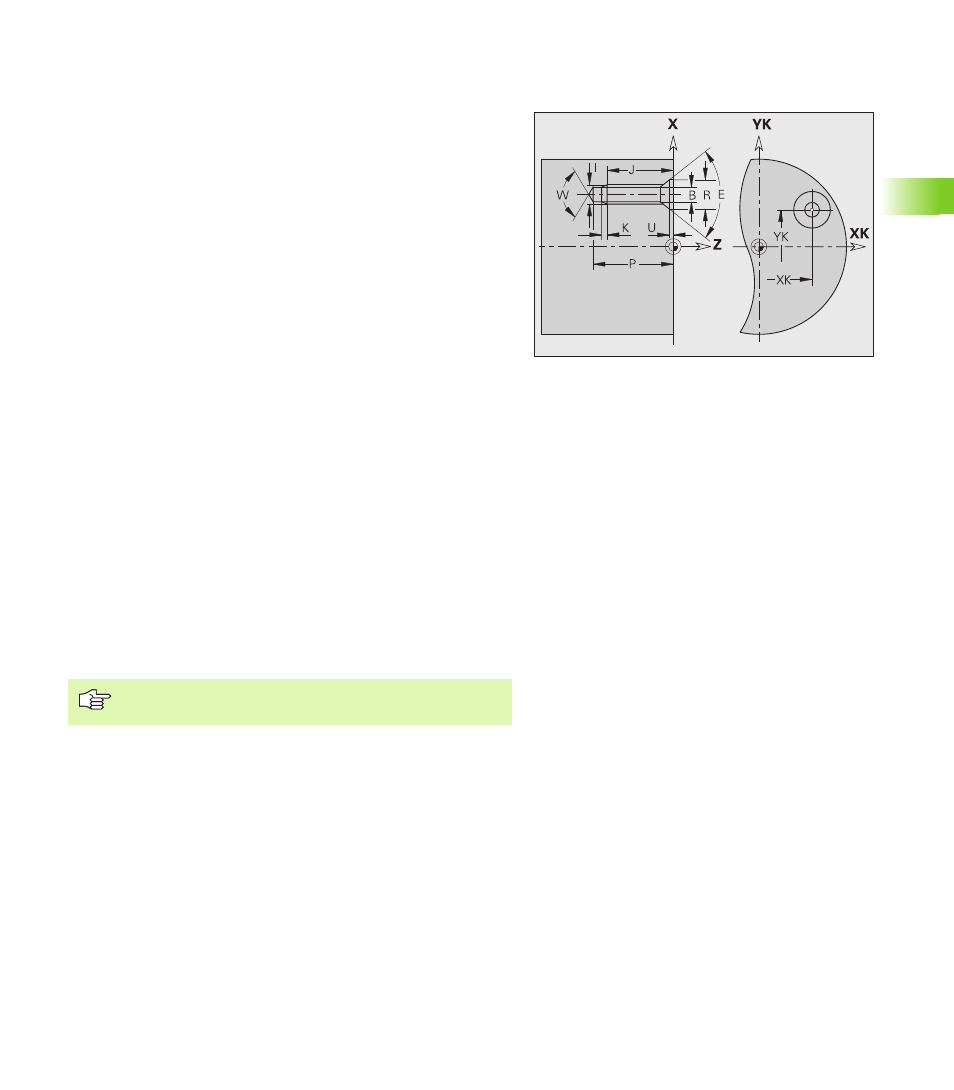
Сверление торцовой/задней стороны G300-
Geo
G300 определяет сверление с зенковкой и резьбой в контуре
торцовой или задней стороны.
Параметры
XK
Центр в декартовых координатах
YK
Центр в декартовых координатах
B
Диаметр отверстия
P
Глубина отверстия (без острия сверла)
W
Угол при вершине (умолчание: 180°)
R
Диаметр зенкования
U
Глубина зенкования
E
Угол зенкования
I
Диаметр резьбы
J
Глубина резьбы
K
Нарезание резьбы (длина сбега)
F
Шаг резьбы
V
Левая или правая резьба (умолчание: 0)
V=0: правая резьба
V=1: левая резьба
A
Угол к оси Z; наклон отверстия
Зона для торцовой стороны: –90° < A < 90°
(умолчание: 0°)
Зона для задней стороны: 90° < A < 270°
(умолчание: 180°)
O
Диаметр центрирования
Производите обработку сверлением G300 с помощью
G71..G74.