Чистовое фрезерование карманов g846, 27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 288
288
4.27
Цик
л
ы
фрез
еров
ания
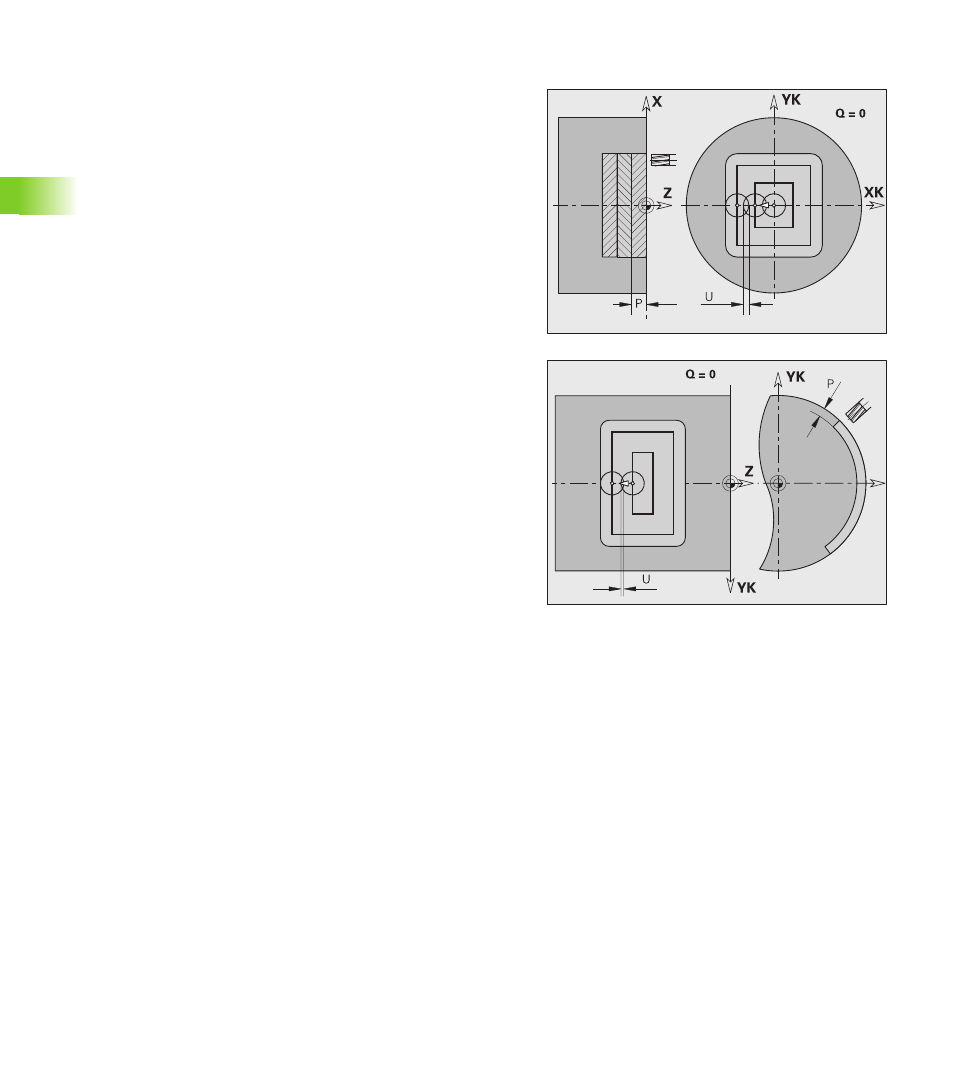
Чистовое фрезерование карманов G846
На направление фрезерования можно воздействовать с
помощью "направления фрезерования H", "направления
обработки Q" и направления вращения фрезы (см. следующую
таблицу).
Параметры чистовой обработки
NS
Номер кадра - привязка для описания контура
P
(Максимальная) глубина фрезерования (подача на
врезание в плоскости фрезерования)
R
Радиус дуги подвода/отвода (по умолчанию: 0)
R=0: непосредственный подвод к элементу контура.
Подача на врезание производится в точке подвода над
плоскостью фрезерования, затем производится
вертикальная подача на глубину.
R>0: фреза перемещается по дуге подвода/отвода,
плавно прилегающей к элементу контура.
U
(Минимальный) коэффициент перекрытия.
Устанавливает перекрытие траекторий фрезерования (по
умолчанию: 0,5).
Перекрытие = U*Диаметр фрезы
H
Направление фрезерования (по умолчанию: 0)
H=0: встречное
H=1: попутное
F
Подача для врезания на глубину (по умолчанию: активная
подача)
E
Уменьшенная подача для круглых элементов (по
умолчанию: активная подача)
J
Плоскость возврата (по умолчанию: назад в исходное
положение)
Торцовая или задняя сторона: позиция возврата в
направлении Z
Поверхность образующей: позиция возврата в
направлении X (диаметральный размер)
Q
Направление обработки (по умолчанию: 0)
Q=0: изнутри наружу
Q=1: снаружи внутрь