27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 272
272
4.27
Цик
л
ы
фрез
еров
ания
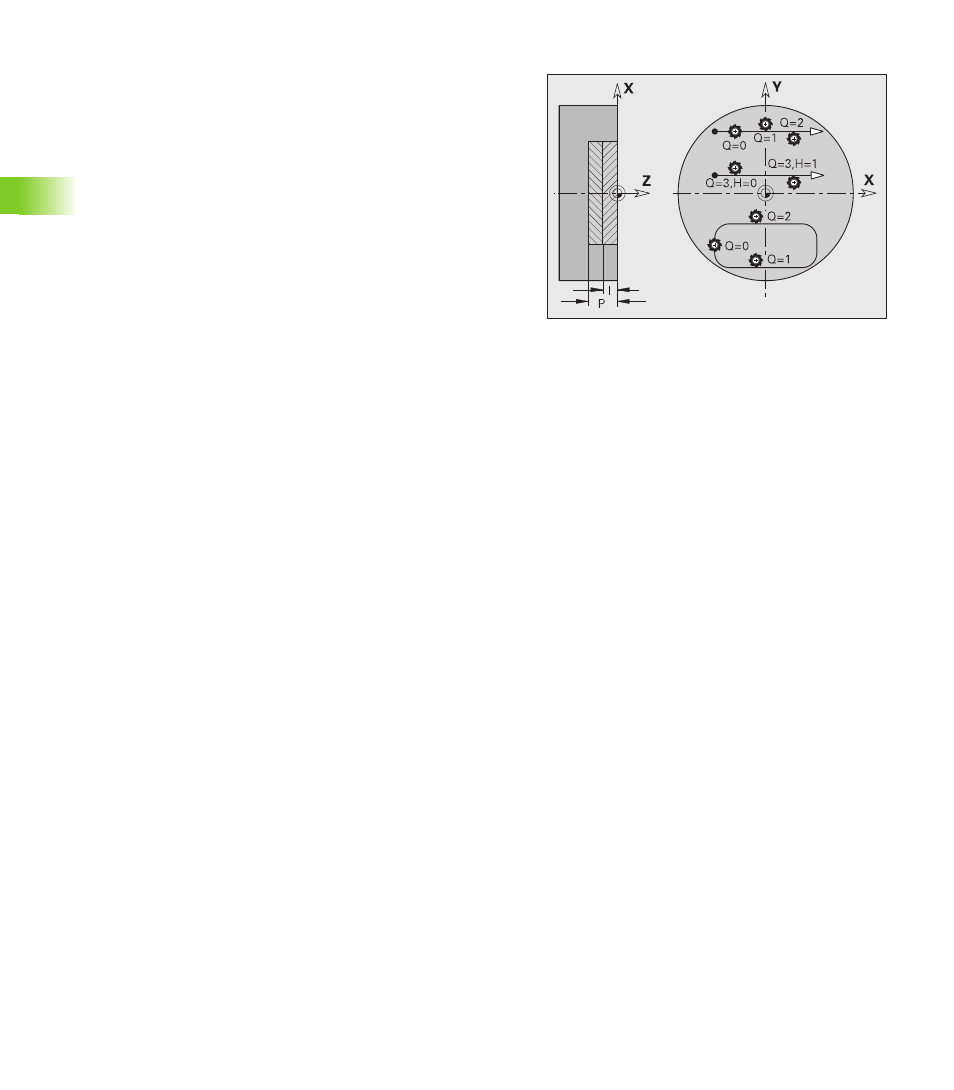
G840 – определение позиции предварительного сверления
„G840 A1 .." определяет позицию предварительного сверления и
сохраняет ее под заданным в „NF“ отсчетном размере.
Программируйте только перечисленные в следующей таблице
параметры.
Смотри также:
G840 – Основы: Стр. 271
G840 – Фрезерование: Стр. 273
Параметр – определение позиции предварительного
сверления
Q
Тип цикла (= место фрезерования)
Открытый контур. При пересечениях „Q" определяет,
будет ли обрабатываться первый отрезок (со стартовой
точки) или весь контур.
Q=0: центр фрезы на контуре (позиция
предварительного сверления = стартовая точка).
Q=1: обработка слева от контура. При пересечениях
учитывать лишь первый отрезок контура.
Q=2: обработка справа от контура. При пересечениях
учитывать лишь первый отрезок контура.
Q=3: запрещен
Q=4: обработка слева от контура. При пересечениях
учитывать весь контур.
Q=5: обработка справа от контура. При пересечениях
учитывать весь контур.
Замкнутый контур
Q=0: центр фрезы на контуре (позиция
предварительного сверления = стартовая точка).
Q=1: внутреннее фрезерование
Q=2: наружное фрезерование
Q=3 5: запрещен
NS
Номер кадра - начало отрезка контура
Фигуры: номер кадра фигуры
Свободный замкнутый контур: первый элемент контура
(не стартовая точка)
Открытый контур: первый элемент контура (не
стартовая точка) „NS – NE" задает направление
контура.
NE
Номер кадра - конец отрезка контура
Фигуры, свободный замкнутый контур: ввод отсутствует
Открытый контур: последний элемент контура
Контур состоит из одного элемента:
Ввод отсутствует: обработка в направлении контура
NS=NE запрограммировано: обработка против
направления контура