Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 549
Advertising
HEIDENHAIN CNC PILOT 4290
549
6.14
Интерактивное
генериров
ание
плана
рабо
ты
(IA
G
)
L
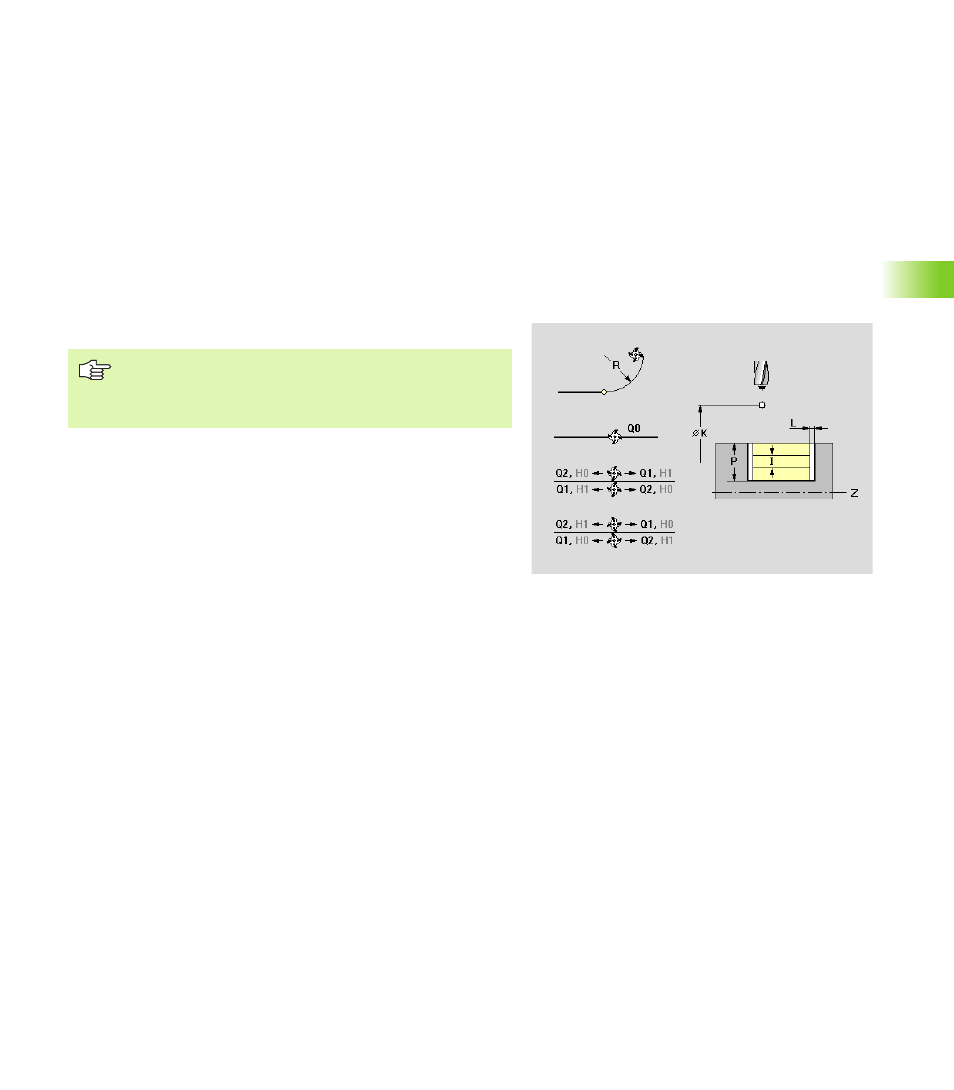
Припуск
Припуск "смещает" контур в зависимости от "места
фрезерования Q" (генерирует "припуск G58" перед циклом
фрезерования):
Q=0: припуск игнорируется
для закрытых контуров:
Q=1: уменьшает контур
Q=2: увеличивает контур
для открытых контуров:
Q=1: смещение влево
Q=2: смещение вправо
Параметры
Влияние "места фрезерования, направления
фрезерования и направления вращения инструмента":
Advertising