2 заголовок программы – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 411
HEIDENHAIN CNC PILOT 4290
411
6.2
Заг
о
л
о
в
о
к
программы
6.2 Заголовок программы
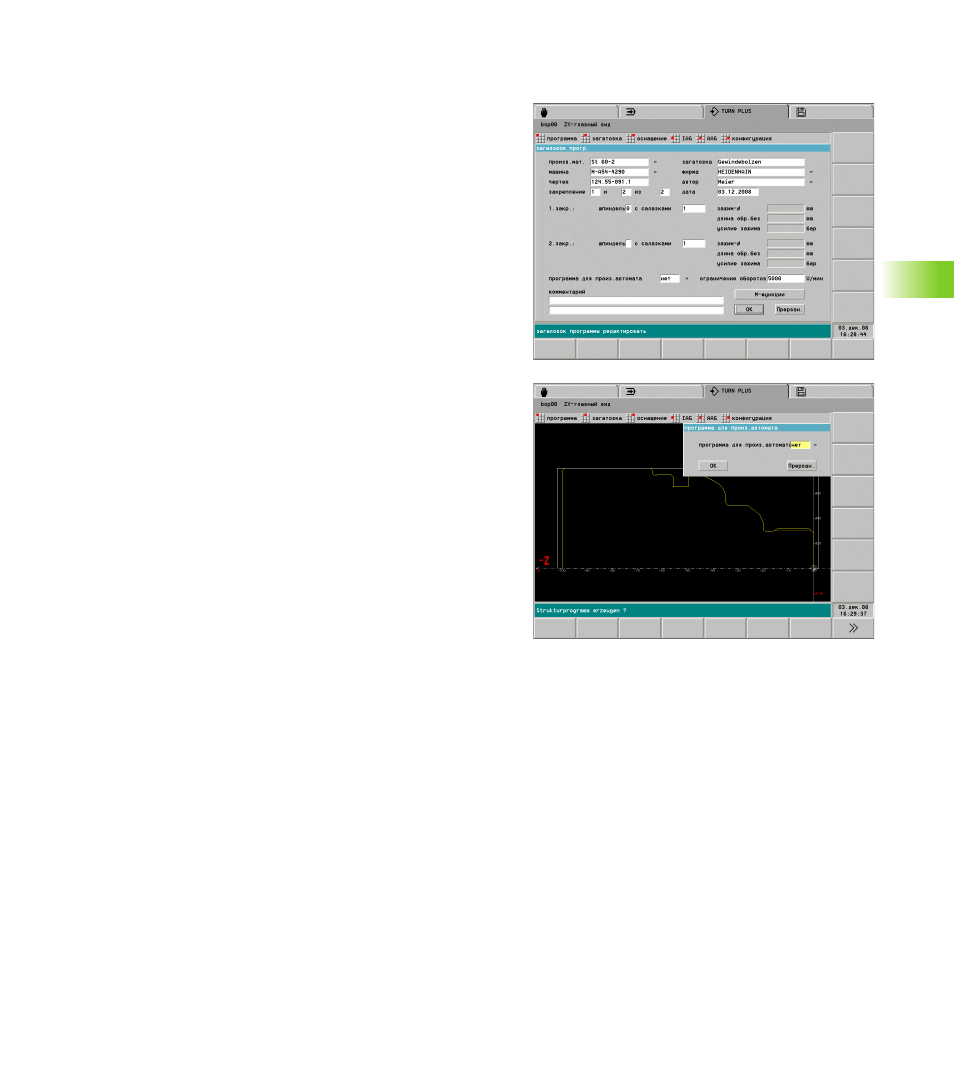
ЗАГОЛОВОК ПРОГРАММЫ включает в себя:
Материал: для определения значений резания.
Соответствие шпиндель – суппорт 1-го зажима
Соответствие шпиндель – суппорт 2-го зажима: при
проведении полной обработки введите шпиндель и суппорт, с
помощью которых обрабатывается этот зажим. При наличии
нескольких суппортов введите номера суппортов друг за другом
(пример: "12" = $1 и $2).
Ограничение частоты вращения (SMAX определяется в режиме
"Параметры обработки 2 – Глобальные технологические
параметры"):
Отсутствие значения: SMAX – это ограничение частоты
вращения
Ввод < SMAX: ввод – это ограничение частоты вращения
Ввод > SMAX: SMAX – это ограничение частоты вращения
Переключающая панель "M-функции": можно определить до
пяти M-функций, которые при генерации NC-программы TURN
PLUS учитывает следующим образом:
в "начале обработки"
после смены инструмента (Т-команда)
в "конце обработки"
Переключающая панель "Структурная программа": при
выборе опции "Да" TURN PLUS генерирует NC-программу как
"структурную программу" (условие: обрабатываемая деталь
изготавливается в режиме "полной обработки" на станке с
противошпинделем). При этом для каждой обработки
генерируется внутренняя подпрограмма. Основная программа
содержит общие команды и вызовы подпрограмм.
Настройку переключающей панели "Структурная программа"
можно изменить в диалоговом окне "Структурная программа". Это
диалоговое окно вызывается с помощью "Обрабатываемая
деталь > Структурная программа".
В функции "Настройки" TURN PLUS определяет следующие
данные заголовка программы (смотри "Зажимание на стороне
Диаметр зажимания
Длина вне закрепления
Давление зажимания
Другие поля содержат организационную информацию и
информацию о настройках, которая не влияет на исполнение
программы.
Информация заголовка программы помечается в DIN-программе
с помощью "#".