27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 277
HEIDENHAIN CNC PILOT 4290
277
4.27
Цик
л
ы
фрез
еров
ания
Протекание цикла при фрезеровании
1 Стартовая позиция (X, Z, C) - это позиция перед циклом.
2 Вычисление глубины фрезерования-подачи в глубину.
3 Подвод на безопасное расстояние.
При O=0: добавляет подачу для первой глубины
фрезерования.
При O=1: врезается на первую глубину фрезерования.
4 Фрезерует контур.
5
Для открытых контуров и для пазов с шириной паза =
диаметру фрезы: добавляет подачу для следующей
глубины фрезерования, или врезается на следующую
глубину фрезерования и фрезерует контур в
противоположном направлении.
Для закрытых контуров и пазов: отводит инструмент на
безопасное расстояние, осуществляет подвод и подачу на
следующую глубину фрезерования, или врезается до
следующей глубины фрезерования.
6 Повторяет 4-5 раз, пока не будет отфрезерован весь контур.
7 Производит возврат в соответствии с „плоскостью
возврата K“.
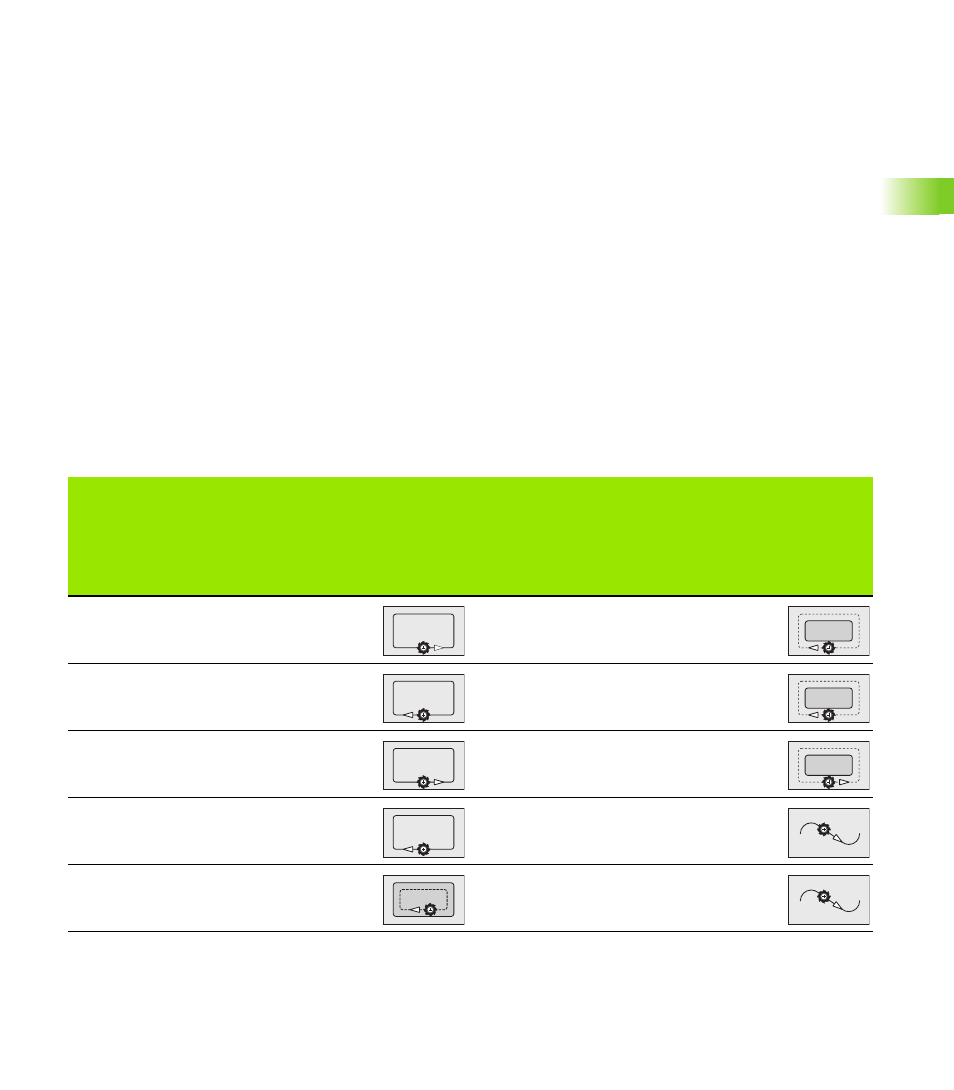
Фрезерование контура G840
Тип
цикла
Направле-
ние прохо-
да фрезе-
рования
Направ-
ление
враще-
ния инс-
трумента
FRK
Выполне-
ние
Тип
цикла
Направле-
ние прохо-
да фрезе-
рования
Направ-
ление
враще-
ния инс-
трумента
FRK
Выполне-
ние
Контур
(Q=0)
–
Mx03
–
Вне-
шний
Встречная
(H=0)
Mx04
Слева
Контур
–
Mx03
–
Вне-
шний
Попутная
(H=1)
Mx03
Слева
Контур
–
Mx04
–
Вне-
шний
Попутная
(H=1)
Mx04
Справа
Контур
–
Mx04
–
Контур
(Q=0)
–
Mx03
–
Внут-
ренний
(Q=1)
Встречная
(H=0)
Mx03
Справа
Контур
–
Mx04
–