Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 238
238
4.20
Св
яз
анные
с
ко
н
тур
ом
цик
лы
то
ч
е
н
и
я
Автоматическое уменьшение подачи для фасок/скруглений:
Глубина шероховатости или подача программируются с
помощью G95-Geo: без автоматического уменьшения подачи
Глубина шероховатости или подача не запрограммированы с
помощью G95-Geo: автоматическое уменьшение подачи;
фаска/скругление обрабатывается минимум 3 оборотами
Для фаски/скругления, которые из-за размера обрабатываются
минимум 3 оборотами, автоматическое уменьшение подачи не
производится.
Уменьшение подачи для круговых элементов: коррекция
радиуса инструмента (SRK) при наличии определенных
предпосылок производит уменьшение подачи для круговых
элементов (смотри "Компенсация радиуса кромки и радиуса
фрезы" на странице 202). Это уменьшение подачи можно
отключить с помощью "О".
Остаточная чистовая обработка активируется с помощью
"Q=4" (пример: выемка с помощью инструментов для чистовой
обработки в противоположном обработке направлении). CNC
PILOT знает уже обработанные области и выполняет в них
выемку. При "Q=4" вы не можете повлиять на тип подвода – путь
подвода генерирует цикл чистовой обработки.
G57-припуск "увеличивает" контур (в том числе и
внутренние контуры).
G58-припуск
>0: "увеличивает" контур
<0: не вычисляется
G57-/G58-припуски после конца цикла удаляются.
X
Z
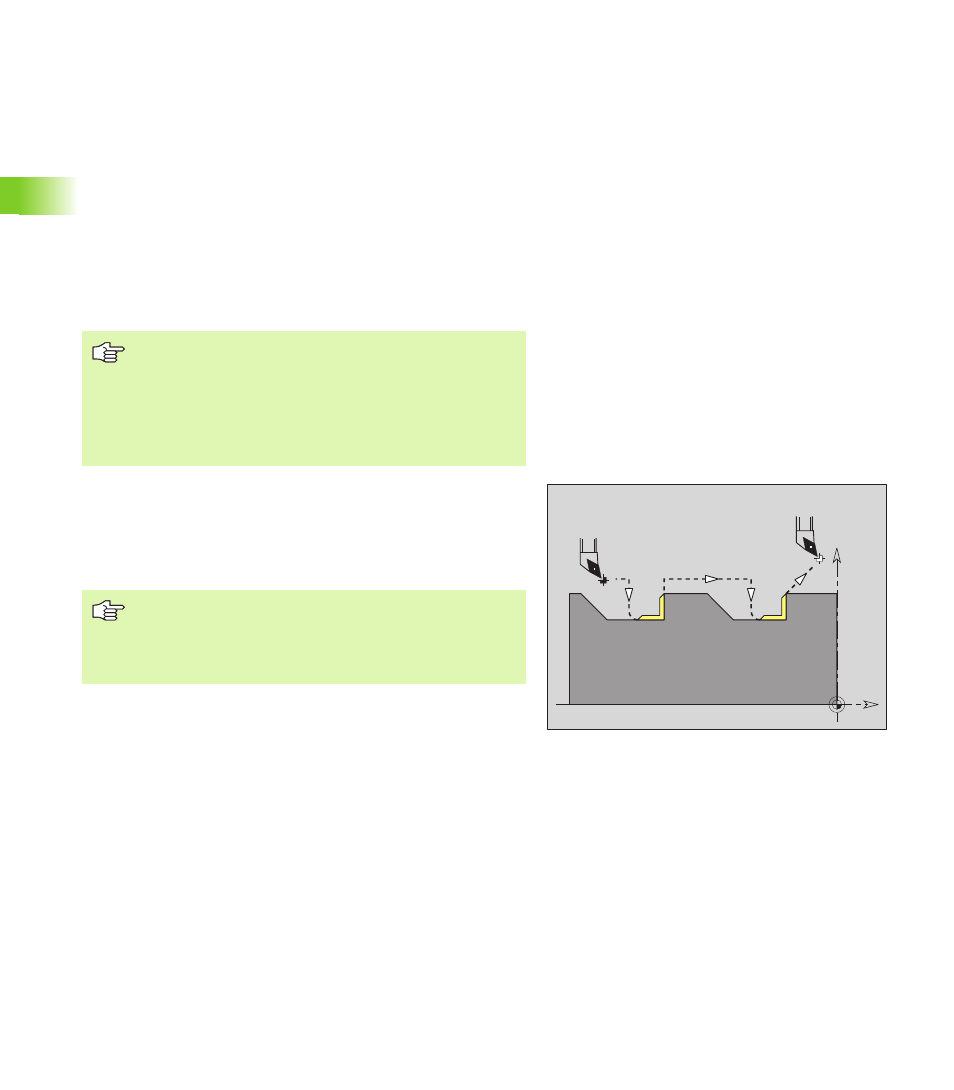
G890 Q4
При остаточной чистовой обработке (G890 – Q4)
CNC PILOT проверяет, может ли инструмент без
столкновений войти в углубление контура.
Определяющим для этого контроля столкновений
является параметр инструмента "ширина dn".