Чистовая обработка контура g890 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 236
236
4.20
Св
яз
анные
с
ко
н
тур
ом
цик
лы
то
ч
е
н
и
я
Чистовая обработка контура G890
G890 производит чистовую обработку описанной с помощью "NS,
NE" области контура, включая фаски/скругления, за один
чистовой проход. Обработка производится от "NS к NE".
Коды отображения резок и выточек
Вызов G Функция
D-код
G22
Уплотняющее кольцо
врезания
512
G22
Безопасное кольцо
врезания
1.024
G23 H0
Общее врезание
256
G23 H1
Выточка
2.048
G23 H4
Выточка формы U
32.768
G23 H5
Выточка формы E
65.536
G23 H6
Выточка формы F
131.072
G23 H7
Выточка формы G
262.744
G23 H8
Выточка формы H
524.288
G23 H9
Выточка формы K
1.048.576
Сложите коды, чтобы отобразить несколько
элементов.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Параметры
NS
Номер начального кадра (начало раздела контура)
NE
Номер конечного кадра (конец раздела контура)
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
E
Поведение при врезании
E=0: падающие контуры не обрабатывать
E>0: подача на врезание
Ввод отсутствует: обработка нисходящих контуров с
запрограммированной подачей
V
Идентификатор начала/конца (умолчание: 0)
Обрабатывается фаска/скругление:
V=0: в начале и в конце
V=1: в начале
V=2: в конце
V=3: не обрабатывается
V=4: обрабатывается фаска/скругление, а не базовый
элемент (предпосылка: раздел контура с одним
элементом)
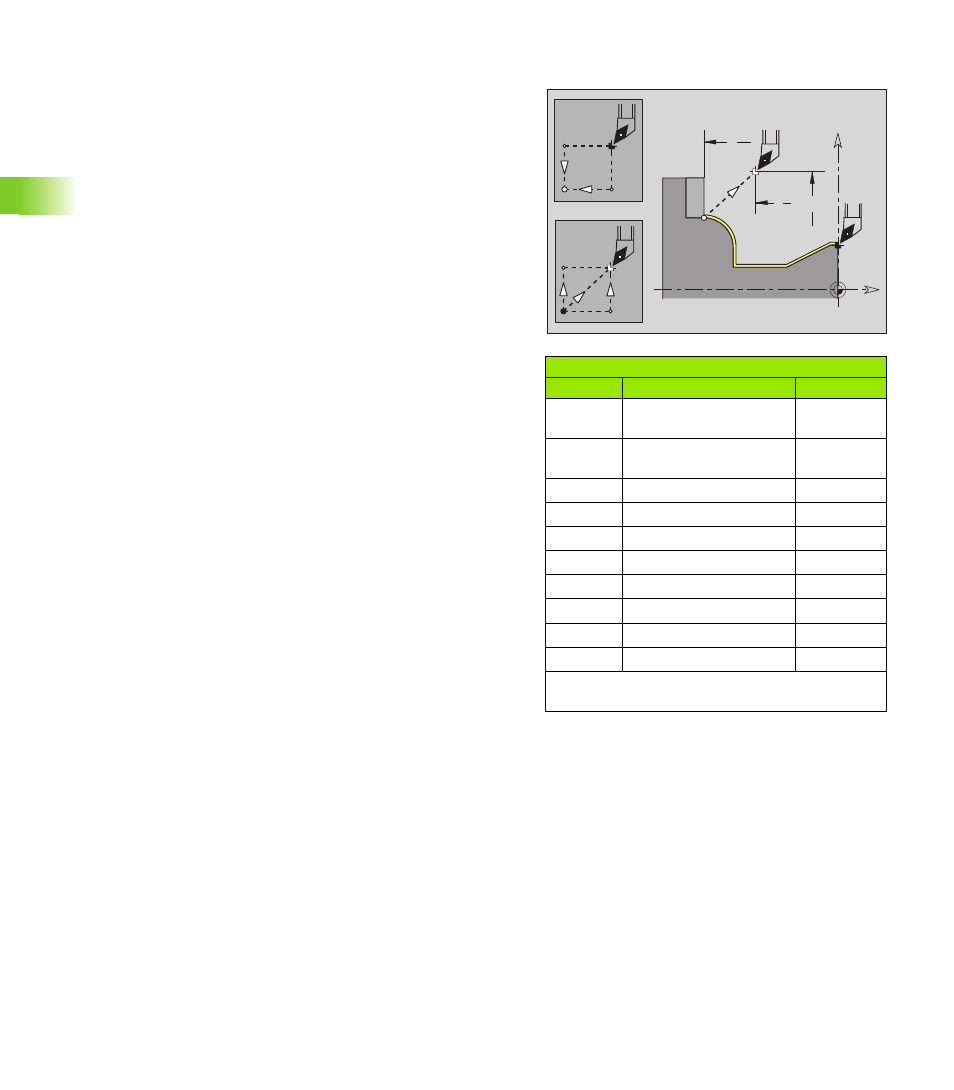
Q
Тип подвода (default: 0)
Q=0: автоматический выбор – CNC PILOT проверяет:
диагональный подвод
сначала направление X, а потом Z
равноудаленный вокруг препятствия
пропуск первого элемента, если стартовая позиция
недоступна
Q=1: сначала направление X, а потом Z
Q=2: сначала направление Z, а потом X
Q=3: без подвода – инструмент находится вблизи
начальной точки
Q=4: остаточная чистовая обработка