Рассверливание, зенковка g72, 23 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 257
HEIDENHAIN CNC PILOT 4290
257
4.23
Цик
л
ы
св
ер
л
е
ния
Рассверливание, зенковка G72
G72 используется для сверлений с описанием контура (отдельное
сверление или модель отверстий). Используйте G72 для
следующих функций аксиального/радиального сверления с
помощью неподвижных или приводимых инструментов:
Рассверливание
Зенкование
Развертывание
NC-центрование
Центровка
Параметры
NS
Номер кадра контура. Отсчетная величина на контур
отверстия (G49, G300 или G310-Geo)
E
Выдержка времени для выхода из материала на дне
сверления (в секундах) – (по умолчанию: 0)
D
Скорость вывода (по умолчанию: 0)
D=0: ускоренный ход
D=1: подача
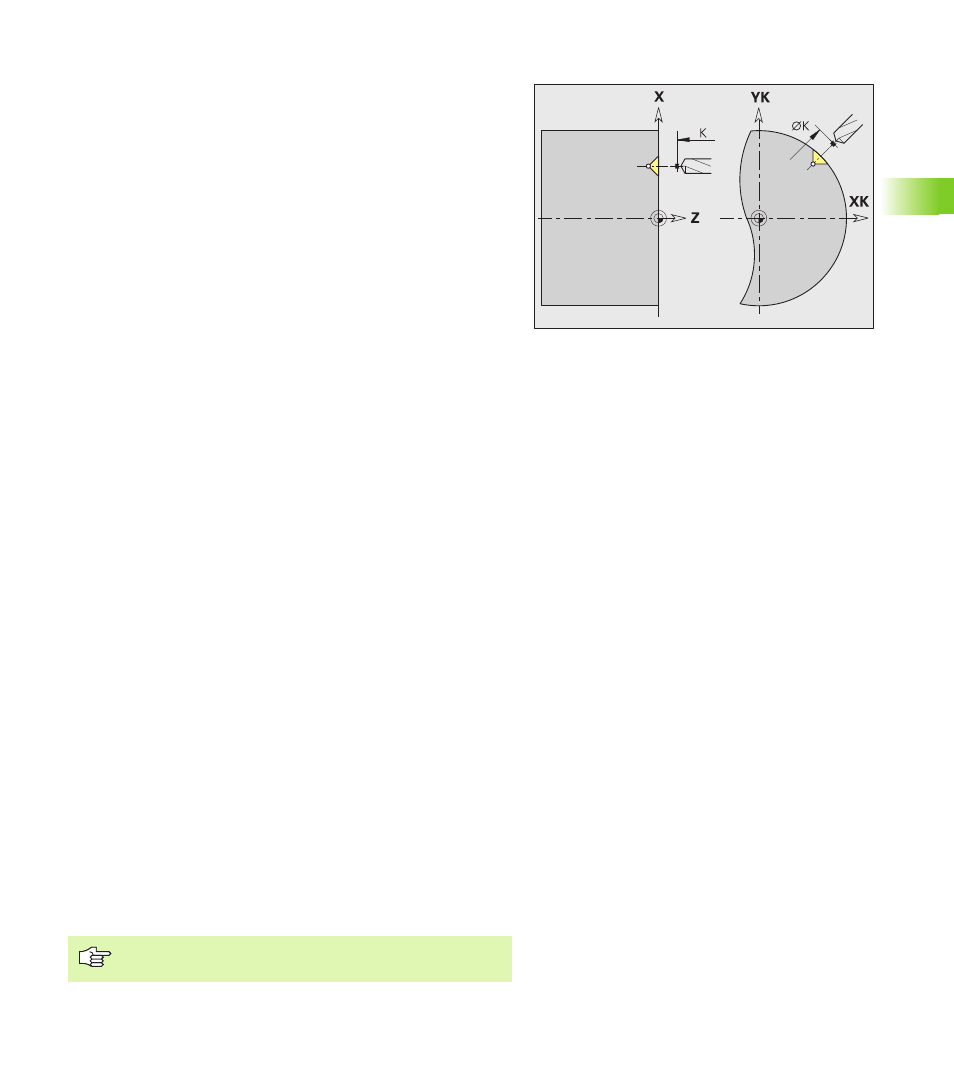
K
Плоскость возврата (радиальные отверстия, сверления
плоскости YZ: диаметральный размер) – (по умолчанию:
возврат к стартовой позиции или на безопасное
расстояние)
H1
Начиная с версии ПО 625 952-04:
Тормоз шпинделя (H1 контролируется, если в машинном
параметре 1019, .. внесен тормоз) – по умолчанию: 0
0: тормоз шпинделя активирован
1: тормоз шпинделя не активирован
Ход цикла
1 В зависимости от „K“ подводит на ускоренном ходу к
"стартовой точке":
K не запрограммировано: подводится до безопасного
расстояния
K запрограммировано: подводится на позицию „K" и затем
на безопасное расстояние
2 Центрует с уменьшением подачи (50 %).
3 Перемещается на подаче до конца отверстия.
4 Обратный ход, зависит от „D" на ускоренном ходу/подаче.
5 Позиция возврата зависит от „K":
K не запрограммировано: возврат на „стартовую точку"
K запрограммировано: возврат на позицию „K"
Модель из отверстий: „NS" указывает на контур
отверстия, а не на определение модели.