Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 304
304
4.28
Соо
тв
ет
ствие
, синхрониз
ация
,
переда
ча
за
го
то
в
ки
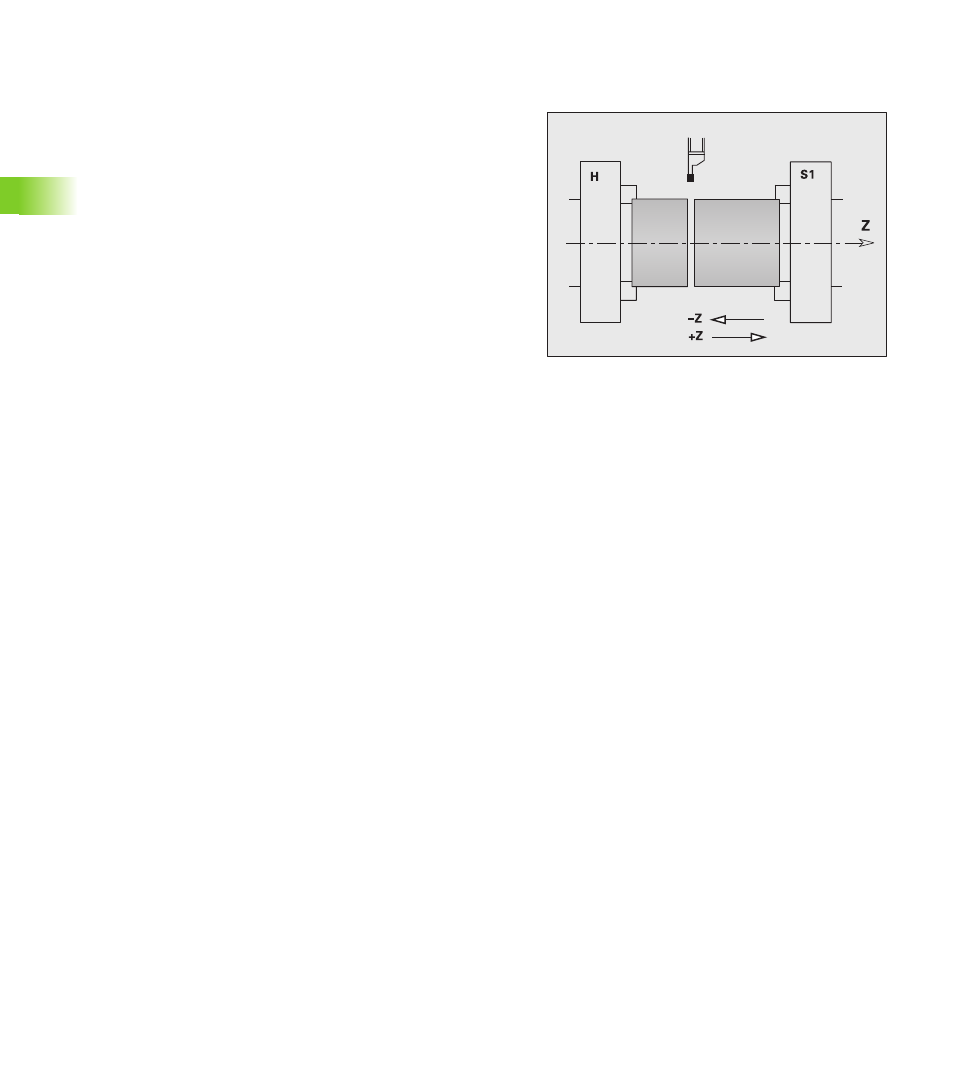
Контроль отрезки с помощью контроля
ошибки рассогласования G917
G917 „контролирует“ траекторию перемещения. Контроль служит
для того, чтобы избежать столкновений при неполностью
выполненных процессах отрезки.
Назначение
Контроль отрезки: перемещается отрезанная заготовка в
направлении „+Z“. Если возникает ошибка рассогласования, то
заготовка считается неправильно отрезанной.
Проверка „отрезки без утолщений“: перемещается
отрезанная заготовка в направлении „–Z“. Если возникает
ошибка рассогласования, то заготовка считается неправильно
отрезанной.
В MP 1115, 1165, .. задается:
предел ошибки рассогласования
подача „контролируемой траектории перемещения“
Процесс контроля отрезки:
1 Отрезка заготовки
2 С помощью G917 включается „контроль траектории
перемещения“
3 С помощью G1 перемещается отрезаемая заготовка
4 CNC PILOT проверяет „ошибку рассогласования“ и
записывает результат в переменную V300
5 Анализ переменной V300
Опытные значения
G917 дает удовлетворительные результаты при следующих
предпосылках:
на шероховатых зажимных кулачках до 3000 оборотах в минуту
на гладких зажимных кулачках до 2000 оборотах в минуту
Давление зажима > 10 бар
Программирование:
Программирование G917 и G1 в одном кадре
G1 .. программируйте следующим образом:
при „контроле отрезки“: путь > 0,5 мм (чтобы обеспечить
контрольный результат)
при проверке на „отрезку без утолщений“: путь < ширина
отрезного инструмента
Результат в переменной V300
0: заготовка отрезана некорректно/с утолщениями
(распознана ошибка рассогласования)
1: заготовка отрезана корректно/без утолщений (ошибка
рассогласования не выявлена)