Спецификация циклов – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 518
518
6.14
Интерактивное
генериров
ание
плана
рабо
ты
(IA
G
)
Спецификация циклов
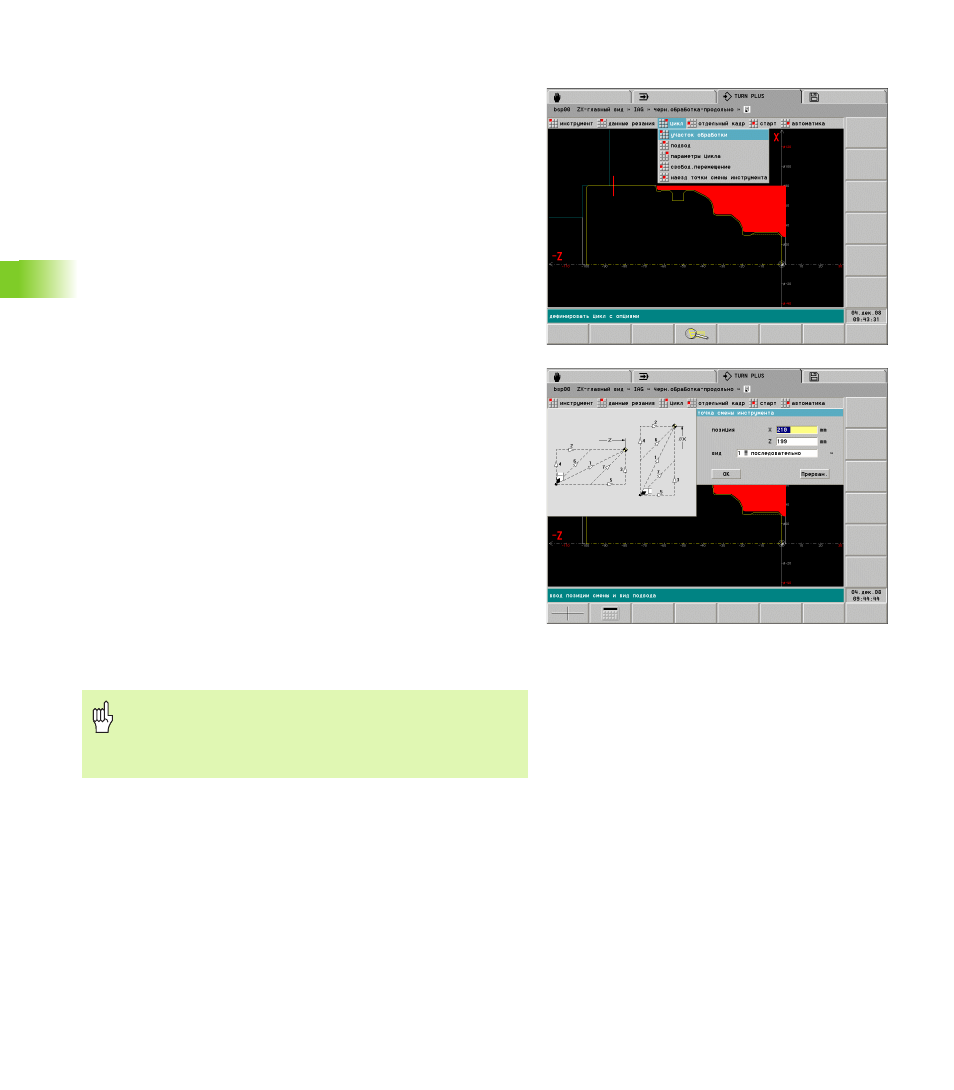
В подменю "Циклы" определите параметры циклов и стратегии
подвода и отвода:
Зона обработки: задайте зону снятия металла и направление
обработки с помощью выделения зон.
Выделение с помощью Softkey: последовательность
выделения определяет направление обработки.
Выделение с помощью сенсорной панели – левая кнопка
мыши: обработка в направлении создания контура.
Выделение с помощью сенсорной панели – правая кнопка
мыши: обработка против направления создания контура.
Подвод: перед вызовом цикла инструмент перемещается на
ускоренном ходу от текущей позиции к позиции подвода. Циклы
сверления и нарезания резьбы не содержат "подвода". С
помощью "подвода" установите инструмент на подходящую
позицию.
Параметры цикла: TURN PLUS предлагает параметры цикла.
Проверьте/оптимизируйте параметры.
Отвод: после завершения цикла инструмент на ускоренном
ходу перемещается к позиции отвода.
Подвод к точке смены инструмента: после завершения цикла
или после "отвода" инструмент перемещается в позицию смены
инструмента. Позиция подвода и тип перемещения задается в
"Типе перемещения к точке смены инструмента [WP]"
(параметр обработки 2):
WP=1: в заданную в диалоговом окне "Точка смены
инструмента" позицию перемещение производится с
помощью G0. TURN PLUS вводит позицию смены
инструмента как рекомендуемое значение.
WP=2: TURN PLUS генерирует G14. Заданная в диалоговом
окне "Точка смены инструмента" позиция значения не имеет.
WP=3: TURN PLUS вычисляет позицию смены инструмента
на основании имеющихся в револьверной головке
инструментов.
Осторожно, опасность столкновения
Так как часто при генерации рабочего блока известны
еще не все инструменты, то не используйте настройку
"WP=3" (параметр обработки 2) в IAG.