Гравировка на поверхности образующей g802, 27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 293
HEIDENHAIN CNC PILOT 4290
293
4.27
Цик
л
ы
фрез
еров
ания
Гравировка на поверхности образующей
G802
G802 гравирует последовательности символов в линейном
расположении на поверхности образующей. Гравируемый текст
вводится как последовательность символов в поле „ID“.
Диакритика и специальные знаки, которые нельзя ввести в
редакторе DIN, определяются знак за знаком в NS". Если в „ID“
определен текст, а в „NS“ знак, то сначала гравируется текст, а
потом знак.
Если не задана начальная позиция, то G802 выполняет
гравировку с текущей позиции.
Пример: если одна надпись гравируется с несколькими вызовами,
задайте сначала при первом вызове начальную позицию. Другие
вызовы программируются без начальной позиции.
Таблица символов: смотри "Гравировка таблицы символов" на
Параметры
ID
Текст. Текст для гравирования ()
NS
Номер символа. ASCII-код подлежащего гравировке
символа
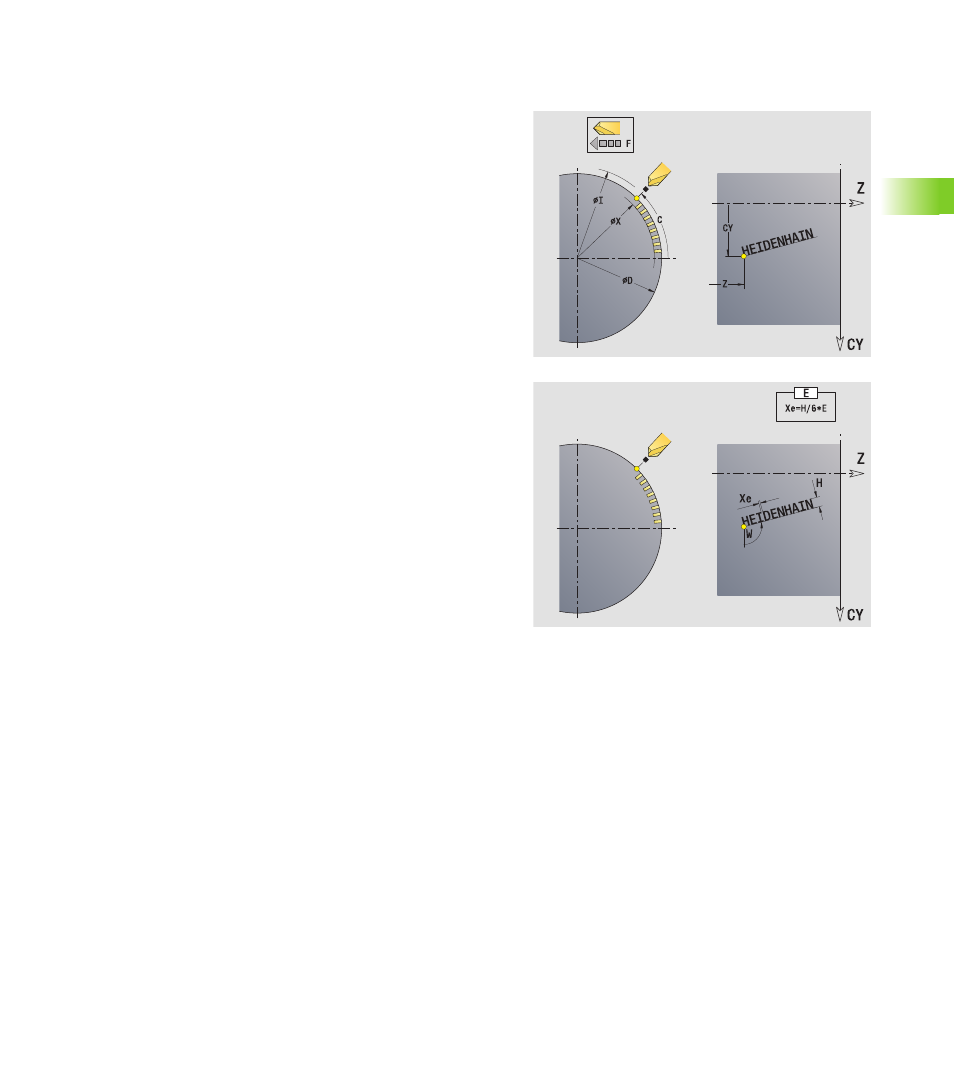
Z
Начальная точка
C
Начальный угол
CY
Исходный угол как "размер отрезка" (привязка: развертка
образующей на "отсчетном диаметре")
X
Диаметр фрезы. X-позиция, до которой производится
подача на врезание для фрезерования.
I
Диаметр возврата. X-позиция, до которой производится
возврат для позиционирования.
H
Высота шрифта. Высота знака в [мм]
W
Угловое положение надписи. Примеры:
0°: от –CY до +CY
90°: от –Z до +Z
E
Коэффициент расстояния (default: 1) Расстояние между
символами рассчитывается по следующей формуле: H / 6
* E
D
Опорный диаметр для расчета размера отрезка CY
F
Начиная с версии ПО 625 952-05:
Коэффициент подачи на врезание (подача = текущая
подача * F)