21 простые циклы точения, Конец цикла g80, Простое продольное точение g81 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 239: Конец цикла g80 простое продольное точение g81
HEIDENHAIN CNC PILOT 4290
239
4.21
Про
стые
цик
лы
то
ч
е
н
и
я
4.21 Простые циклы точения
Конец цикла G80
G80 завершает цикл обработки.
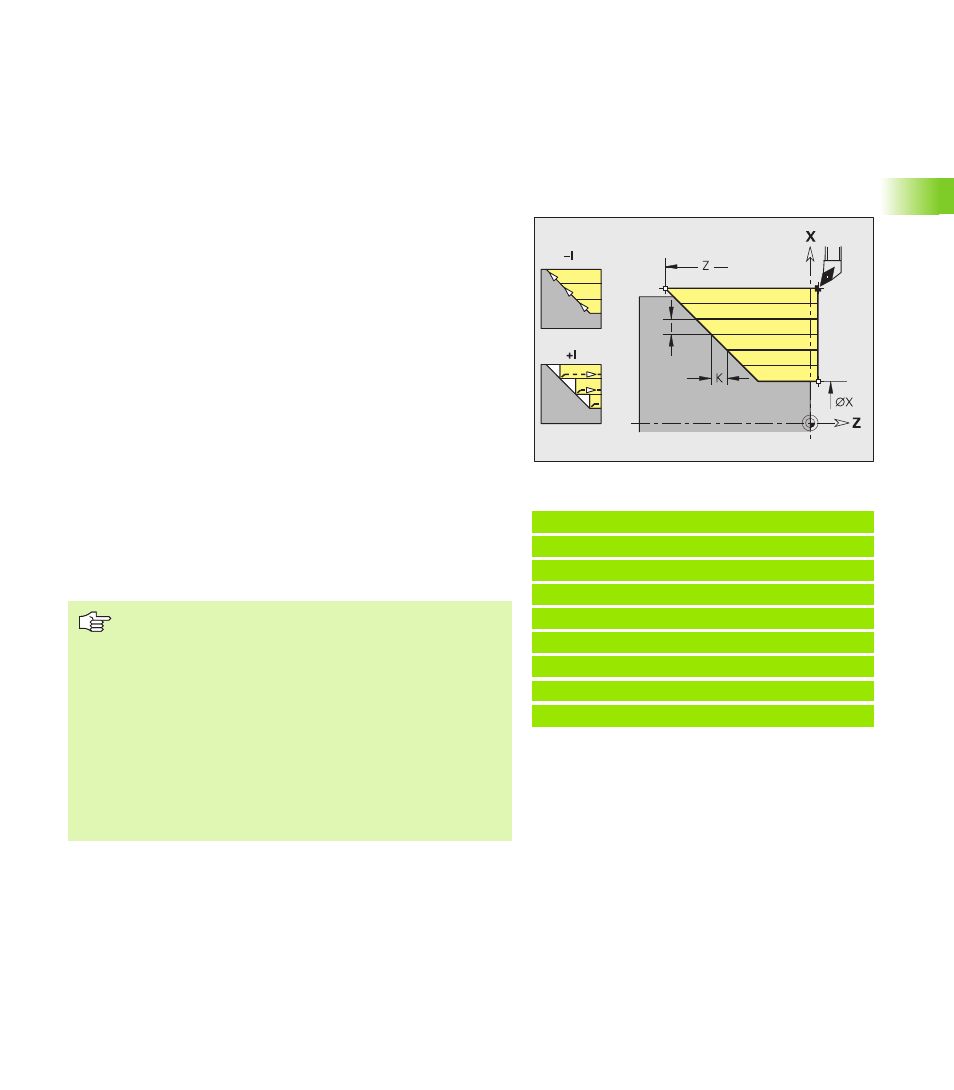
Простое продольное точение G81
G81 производит черновую обработку описанной с помощью
текущей позиции инструмента и "X, Z" зоны контура. При наклоне
угол определяется с помощью I и K.
CNC PILOT распознает внутреннюю/внешнюю обработку на
основании положения целевой точки. Распределение срезов
рассчитывается так, чтобы избежать "шлифующего прохода", и
вычисленная подача на врезания составляет <= "I".
Пример: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Параметры
X
Целевая точка контура (диаметральный размер)
Z
Целевая точка контура
I
Максимальная подача на врезание в направлении X
I<0: со снятием материала контура
I>0: без снятия материала контура
K
Смещение в направлении Z (умолчание: 0)
Q
G-функция подача на врезание (умолчание: 0)
0: подача на врезание с G0 (ускоренный ход)
1: подача на врезание с G1 (подача)
Программирование X, Z:: абсолютно, в
приращениях или с самоудержанием
Коррекция радиуса режущей кромки не
производится.
Безопасное расстояние после каждого прохода:
1 мм.
G57-припуск
рассчитывается с правильным знаком числа
(поэтому припуски при внутренних обработках
невозможны)
остается действительным после конца цикла
Припуск G58 не рассчитывается.