Зажимные устройства в режиме моделирования g65, 32 про ч ие g- ф ункции – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 317
HEIDENHAIN CNC PILOT 4290
317
4.32
Про
ч
ие
G-
ф
ункции
Зажимные устройства в режиме
моделирования G65
G65 отображает зажимные устройства на графике
моделирования. G65 нужно программировать отдельно для
каждого зажимного устройства. G65 H.. без X, Z ослабляет
зажимное устройство.
Зажимные устройства описаны в базе данных и определены в
разделе программы ЗАЖИМНЫЕ УСТРОЙСТВА (H=1..3).
Опорная точка зажимного устройства определяет позицию
зажимного устройства в моделирующей графике. Положение
опорной точки зависит от зажимной формы (смотри рисунок).
Измерение опорной точки зажимного устройства производится с
опорой на нулевую точку заготовки.
CNC PILOT „зеркально отображает“ зажимные устройства
„H=1..3“, если они размещены справа от заготовки.
Указания по отображению и по опорной точке:
H=1 – зажимной патрон:
Изображается „открыто“
Опорная точка X: центр зажимного патрона
Опорная точка Z: „правая кромка“ (учитывается ширина
зажимных кулачков)
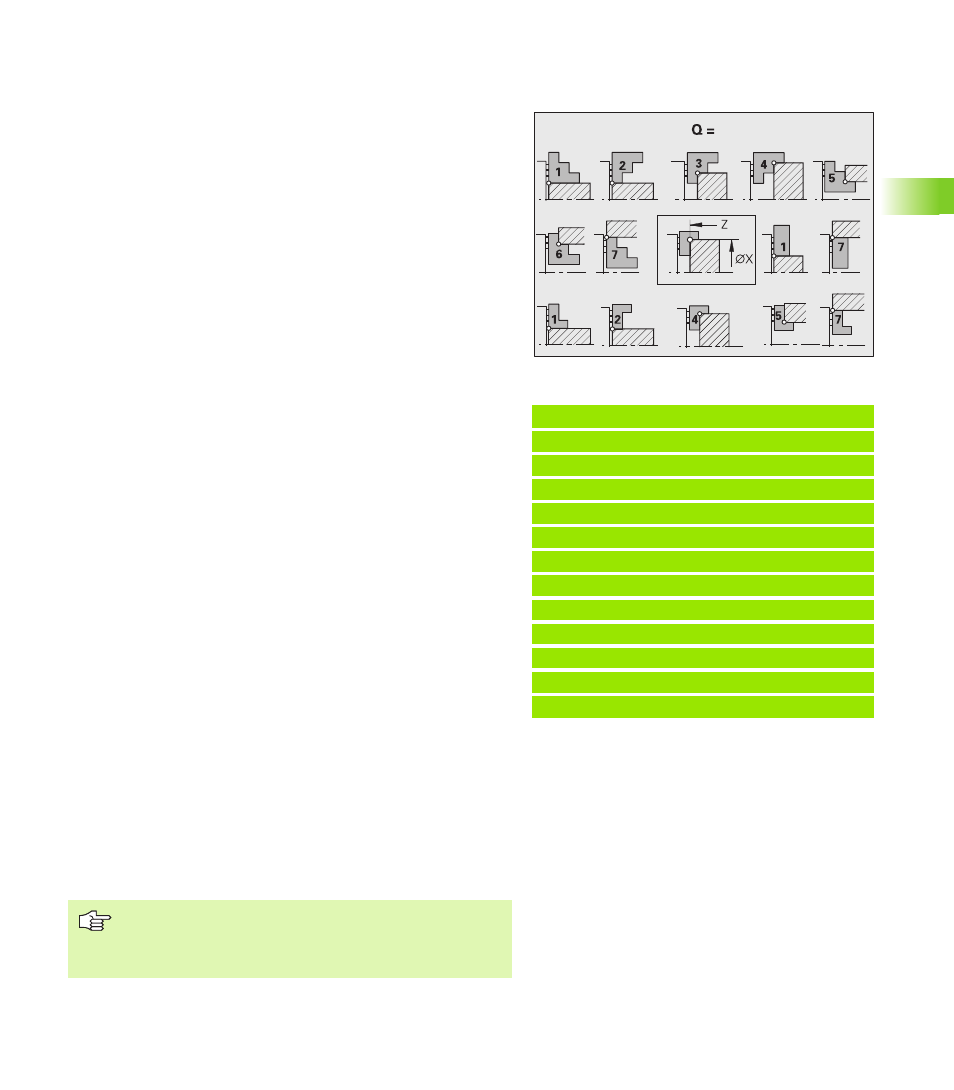
H=2 – зажимной кулачок („Q“ определяет опорную точку и
внешний/внутренний зажим):
Положение опорной точки: смотри „рисунок G65“
Внутренний зажим: 1, 5, 6, 7
Наружный зажим: 2, 3, 4
H=3 – зажимной комплект (центрирующий наконечник, центр
задней бабки и т.д.):
Опорная точка по X: центр зажимного устройства
Опорная точка по Z: центр зажимного устройства
Пример: G65
. . .
ЗАЖИМНОЕ УСТРОЙСТВО 1
H1 ID“KH110“ [зажимной патрон]
H2 ID“KBA250-77“ [зажимной кулачок]
H4 ID“KSP-601N“ [центр задней бабки]
. . .
ЗАГОТОВКА
N.. G20 X80 Z200 K0
. . .
ОБРАБОТКА
$1 N.. G65 H1 X0 Z-234
$1 N.. G65 H2 X80 Z-200 Q4
. . .
Параметры
H
Номер зажимного устройства (H=1..3; отсчетная
величина для ЗАЖИМНОГО УСТРОЙСТВА)
X
Начальная точка - опорная точка зажимного устройства
(диаметральный размер)
Z
Начальная точка - опорная точка зажимного устройства
D
Номер шпинделя (привязка: раздел ЗАЖИМНЫЕ
УСТРОЙСТВА)
Q
Зажимная форма (только для зажимных кулачков) – (по
умолчанию: Q из раздела ЗАЖИМНЫЕ УСТРОЙСТВА)
Для токарных станков с несколькими суппортами
программируйте кадры G65 с „идентификатором
суппорта $..“. Иначе зажимные устройства
маркируются несколько раз.