Резьбофрезерование аксиальное g799, 27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 291
HEIDENHAIN CNC PILOT 4290
291
4.27
Цик
л
ы
фрез
еров
ания
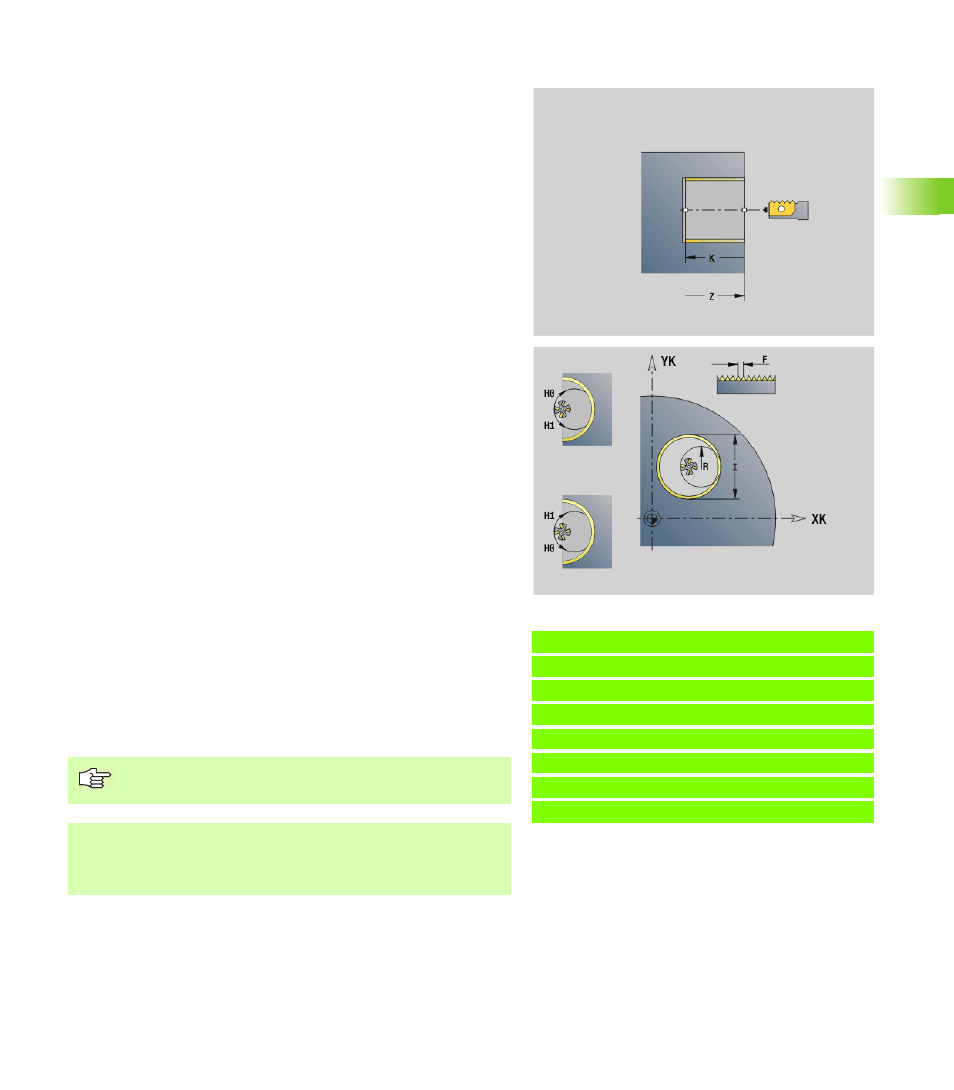
Резьбофрезерование аксиальное G799
Начиная с версии ПО 625 952-05: G799 фрезерует резьбу в
существующем отверстии.
Цикл позиционирует инструмент в пределах отверстия в
"конечную точку резьбы". Затем инструмент перемещается по
"радиусу подвода R" и фрезерует резьбу. При этом инструмент
продвигается на шаг резьбы „F“ за один оборот. После этого цикл
выводит инструмент из материала и возвращает его в начальную
точку. В параметре V программируется, фрезеруется ли резьба за
один оборот или за несколько (в случае инструмента с одной
режущей кромкой).
Пример: G799
%799.nc
[G799]
N1 T9 G195 F0.2 G197 S800
N2 G0 X100 Z2
N3 M14
N4 G799 XK100 C45 Z0 I12 K-20 F2 J0 H0 V0
N5 M15
КОНЕЦ
Параметры
X
Начальная точка (полярно)
C
Начальная точка (полярно)
XK
Начальная точка (декартово)
YK
Начальная точка (декартово)
Z
Верхняя грань фрезерования
I
Диаметр резьбы
K
Глубина резьбы
R
Радиус подвода
F
Шаг резьбы
J
Направление обработки (по умолчанию: 0)
0: правая резьба
1: левая резьба
H
Направление фрезерования (по умолчанию: 0)
0: встречное движение
1: попутное движение
V
За один оборот/за несколько оборотов
0: резьба фрезеруется за оборот в 360°
1: резьба фрезеруется за несколько оборотов
(инструмент с одной режущей кромкой)
В цикле G799 используйте инструмент для
резьбофрезерования.
Осторожно, опасность столкновения
Глубина отверстия должна быть минимум в F/2-раза
глубже глубины резьбы.