Нарезание внутренней резьбы g73, 23 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 258
258
4.23
Цик
л
ы
св
ер
л
е
ния
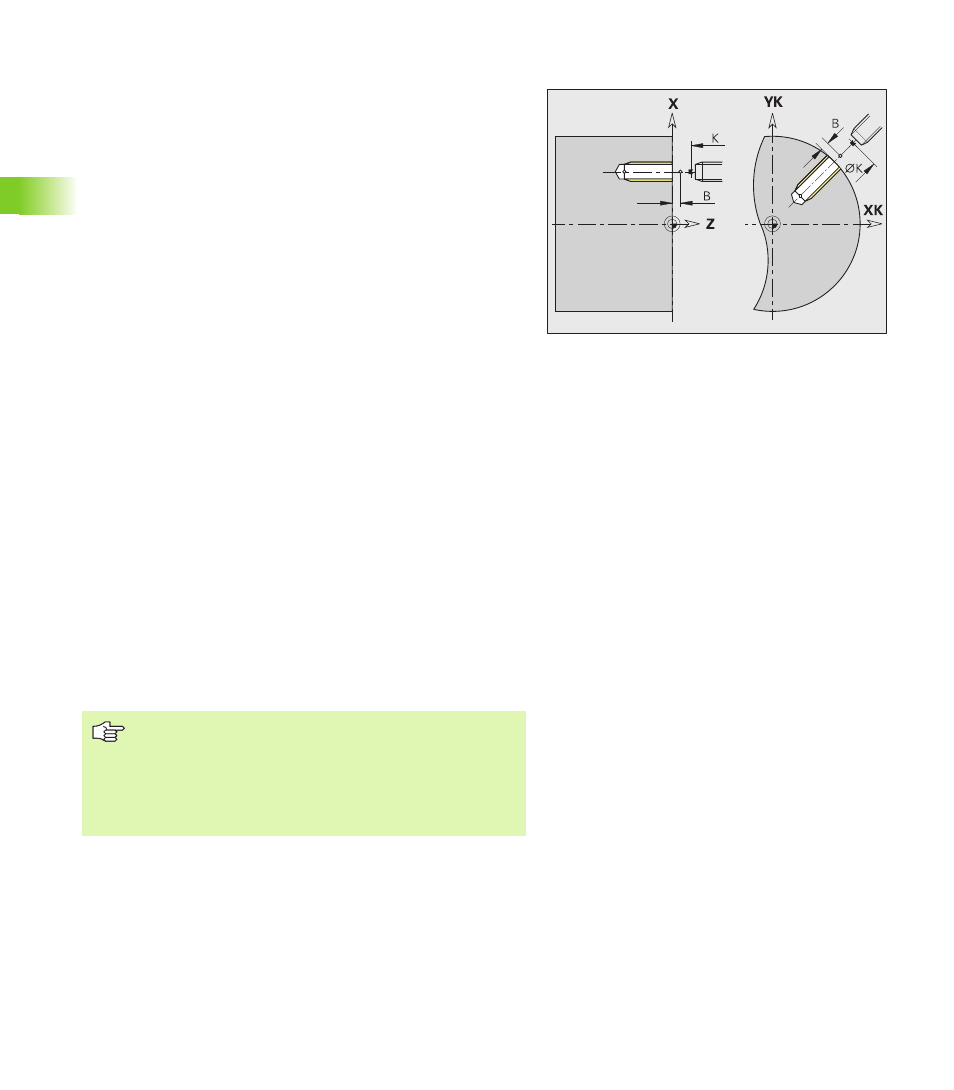
Нарезание внутренней резьбы G73
G73 производит нарезание аксиальной/радиальной резьбы с
помощью неподвижных или приводимых инструментов. G73
используется для сверлений с описанием контура (отдельное
сверление или модель отверстий).
„Стартовая точка" вычисляется из безопасного расстояния и
"длины захода В".
Длина выхода J: следует использовать этот параметр для
цанговых зажимов с компенсацией длины. Цикл рассчитывает на
основе глубины резьбы, программированного шага и "длины
выхода" нового номинального шага. Номинальный шаг немного
меньше шага метчика. При выполнении резьбы сверло
вытягивается из зажимного патрона на "длину выхода". Таким
образом достигается более длительный срок службы метчиков.
Параметры
NS
Номер кадра контура. Отсчетная величина на контур
отверстия (G49, G300 или G310-Geo)
B
Длина захода (по умолчанию: параметр обработки 7
„длина захода резьбы [GAL]")
S
Частота вращения возврата (по умолчанию: частота
вращения сверла)
K
Плоскость возврата (радиальные отверстия, сверления
плоскости YZ: диаметральный размер) – (по умолчанию:
возврат к стартовой позиции или на безопасное
расстояние)
J
Длина выхода при использовании зажимных цанг с
компенсацией длины (по умолчанию: 0)
H1
Начиная с версии ПО 625 952-04:
Тормоз шпинделя (H1 контролируется, если в машинном
параметре 1019, .. внесен тормоз) – по умолчанию: 0
0: тормоз шпинделя активирован
1: тормоз шпинделя не активирован
Модель из отверстий: „NS" указывает на контур
отверстия, а не на определение модели.
"Цикл-стоп" действует в конце операции нарезания
внутренней резьбы
Коррекция подачи не действует.
Не используйте коррекцию шпинделя!