23 циклы сверления, Цикл сверления g71 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 255
HEIDENHAIN CNC PILOT 4290
255
4.23
Цик
л
ы
св
ер
л
е
ния
4.23 Циклы сверления
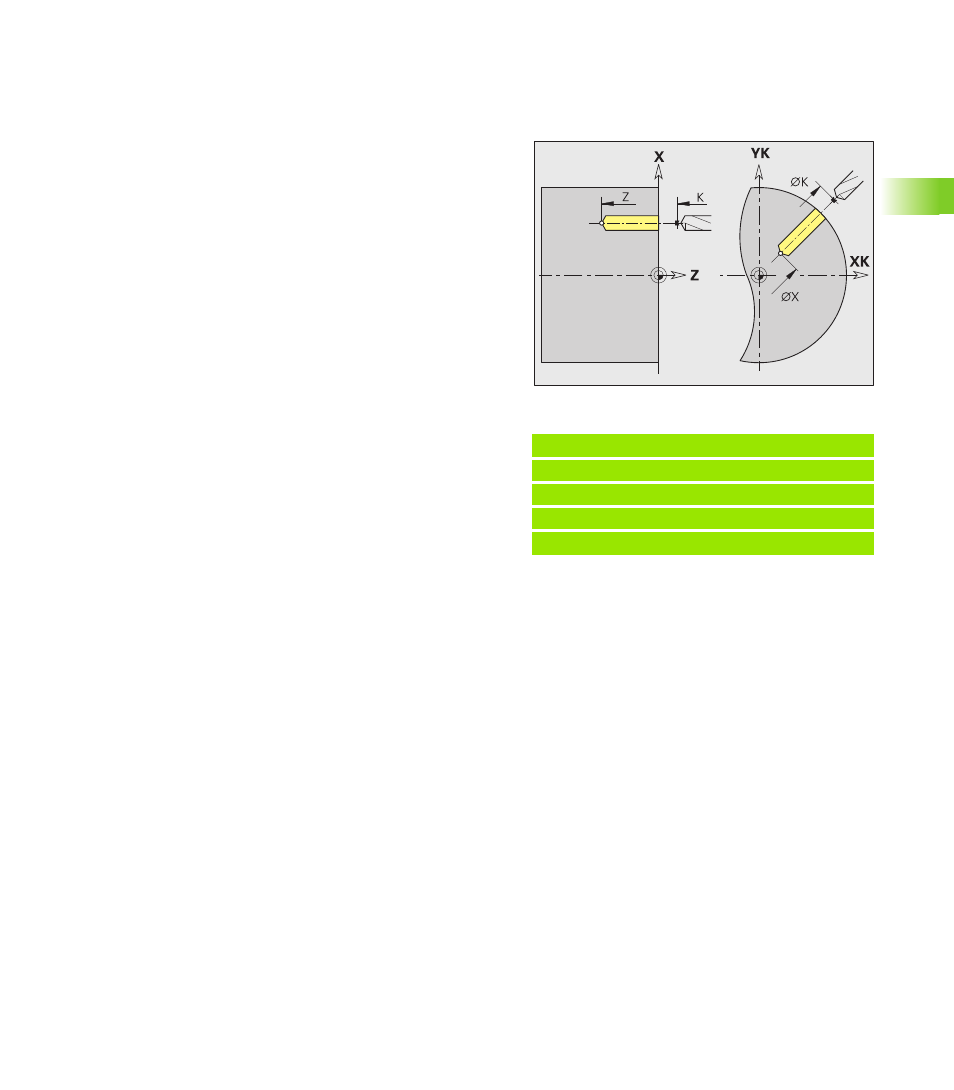
Цикл сверления G71
G71 производит сверление аксиальных/радиальных отверстий с
помощью неподвижных или приводимых инструментов для:
отдельных отверстий без описания контура
отверстий с описанием контура (отдельное отверстие или
модель из отверстий)
Позицию предварительного сверления, которая определяется
с помощью циклов фрезерования "G840 A1 ..", "G845 A1 .." или
"G846 A1 ..", предварительно сверлите с помощью "G71 NF.."
(смотри "Циклы фрезерования" на странице 271).
Снижение скорости подачи:
Пример: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2 [сверление]
. . .
Параметры
NS
Номер кадра контура
Отсчетная величина на контур отверстия (G49, G300
или G310-Geo)
Ввод отсутствует: отдельное отверстие без описания
контура
NF
Отсчетная величина, из которой цикл считывает позицию
предварительного сверления [1..127].
X
Конечная точка аксиального отверстия (диаметральный
размер)
Z
Конечная точка радиального отверстия
E
Выдержка времени для выхода из материала на дне
сверления (в секундах) – (по умолчанию: 0)
V
Уменьшение подачи (50 %) – (по умолчанию: 0)
V=0 или 2: уменьшение в начале
V=1 или 3: уменьшение в начале и в конце
V=4: уменьшение в конце
V=5: без уменьшения
D
Скорость вывода (по умолчанию: 0)
D=0: ускоренный ход
D=1: подача
K
Плоскость вывода (радиальные отверстия, сверления
плоскости YZ: диаметральный размер) – (по умолчанию:
отвод к стартовой позиции или на безопасное расстояние)
H1
Начиная с версии ПО 625 952-04:
Тормоз шпинделя (H1 контролируется, если в машинном
параметре 1019, .. внесен тормоз) – по умолчанию: 0
0: тормоз шпинделя активирован
1: тормоз шпинделя не активирован