Нарезание внутренней резьбы g36, 23 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 259
HEIDENHAIN CNC PILOT 4290
259
4.23
Цик
л
ы
св
ер
л
е
ния
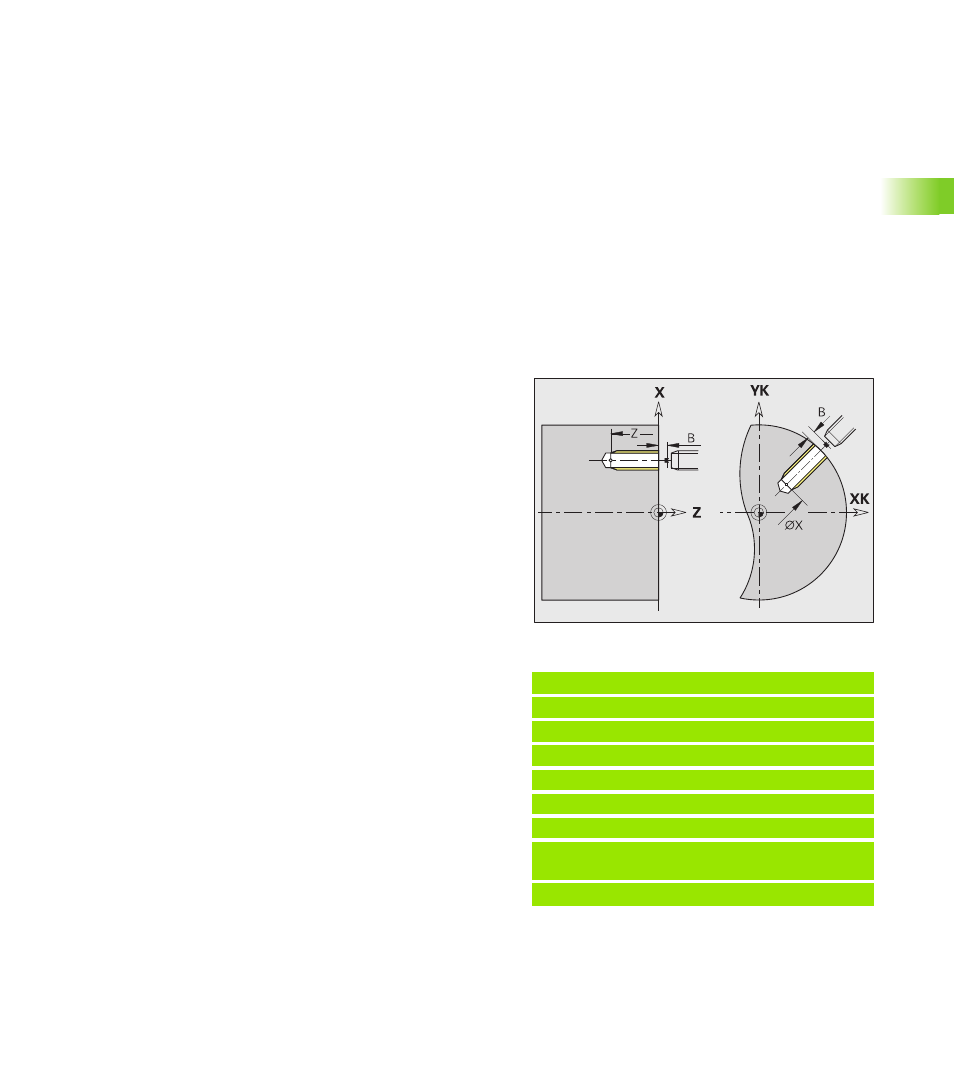
Нарезание внутренней резьбы G36
G36 производит нарезание аксиальной/радиальной резьбы с
помощью неподвижных или приводных инструментов. G36
определяет на основании „X/Z", выполняется радиальное или
аксиальное сверление.
Перед G36 перейдите в стартовую точку. G36 после нарезания
внутренней резьбы производит возврат в стартовую точку.
Возможности обработки:
Неподвижный метчик: главный шпиндель и привод подачи
синхронизируются.
Ход цикла
1 Перемещает на ускоренном ходу к "стартовой точке":
K не запрограммировано: подача непосредственно в
„стартовую точку“
K запрограммировано: подводит на позицию „K“ и затем на
"стартовую точку"
2 Перемещает на подаче на „длину захода B" (синхронизация
шпинделя и привода подачи).
3 Нарезает резьбу.
4 Возвращает с „частотой вращения возврата S" назад:
K не запрограммировано: на „стартовую точку"
K запрограммировано: на позицию „K"
Пример: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0 [нарезание внутренней
резьбы]
. . .
Параметры
X
Конечная точка аксиального отверстия (диаметральный
размер)
Z
Конечная точка радиального отверстия
F
Подача на один оборот: шаг резьбы
Q
Номер шпинделя (по умолчанию: 0 – главный шпиндель)
B
Длина захода для синхронизации шпинделя и привода
подачи
H
Опорное направление для шага резьбы (по умолчанию: 0)
H=0: подача на оси Z
H=1: подача на оси X
H=2: подача на оси Y
H=3: подача для обработки контура
S
Частота вращения возврата (по умолчанию: частота
вращения сверла)