27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 283
HEIDENHAIN CNC PILOT 4290
283
4.27
Цик
л
ы
фрез
еров
ания
G845 – Фрезерование
На направление фрезерования можно воздействовать с
помощью "направления фрезерования H", "направления
обработки Q" и направления вращения фрезы (см. следующую
таблицу). Программируйте только перечисленные в следующей
таблице параметры.
Смотри также:
G845 – Основы: Стр. 281
G845 – определение положений предварительного сверления:
Стр. 282
Параметры фрезерования
NS
Номер кадра - отсчетный размер на описании контура
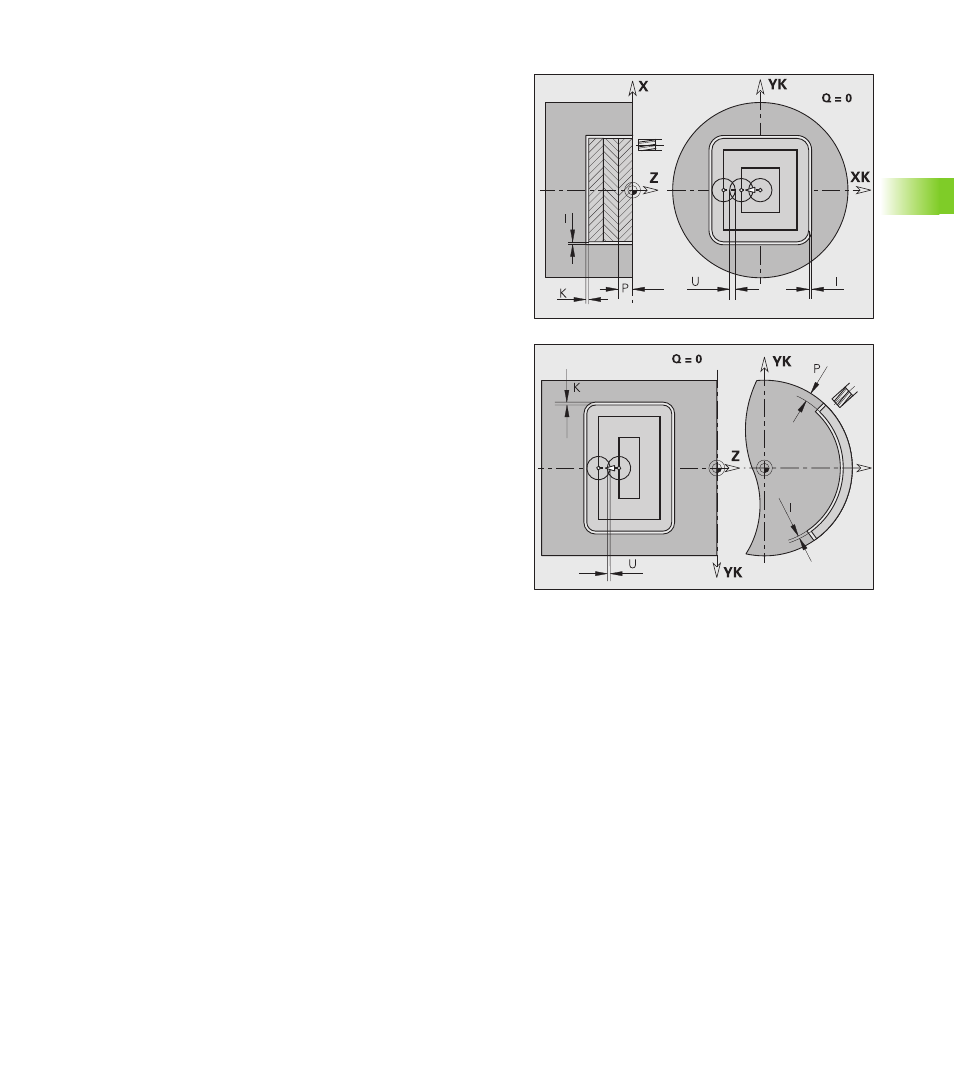
P
(Максимальная) глубина фрезерования (подача на
врезание в плоскости фрезерования)
I
Припуск в направлении X
K
Припуск в направлении Z
U
(Минимальный) коэффициент перекрытия. Задает
перекрытие контуров фрезерования (по умолчанию: 0,5).
Перекрытие = U*диаметр фрезы
H
Направление фрезерования (по умолчанию: 0)
H=0: встречное
H=1: попутное
F
Подача на врезание для подачи на глубину (по
умолчанию: активная подача)
Начиная с версии ПО 625 952-05: при маятниковом или
спиральном врезании F используется в качестве подачи
обработки.
E
Уменьшенная подача для круговых элементов (по
умолчанию: активная подача)
J
Плоскость возврата (по умолчанию: назад к стартовой
позиции)
Торцовая или задняя сторона: позиция возврата в
направлении Z
Поверхность образующей: позиция возврата в
направлении X (диаметральный размер)
Q
Направление обработки (по умолчанию: 0)
Q=0: изнутри наружу
Q=1: снаружи внутрь
A
Процесс „Фрезерование“: A=0 (по умолчанию=0)
NF
Маркер позиции - отсчетная величина, из которой цикл
считывает позицию предварительного сверления [1..127].