Цикл врезания g866 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 232
232
4.20
Св
яз
анные
с
ко
н
тур
ом
цик
лы
то
ч
е
н
и
я
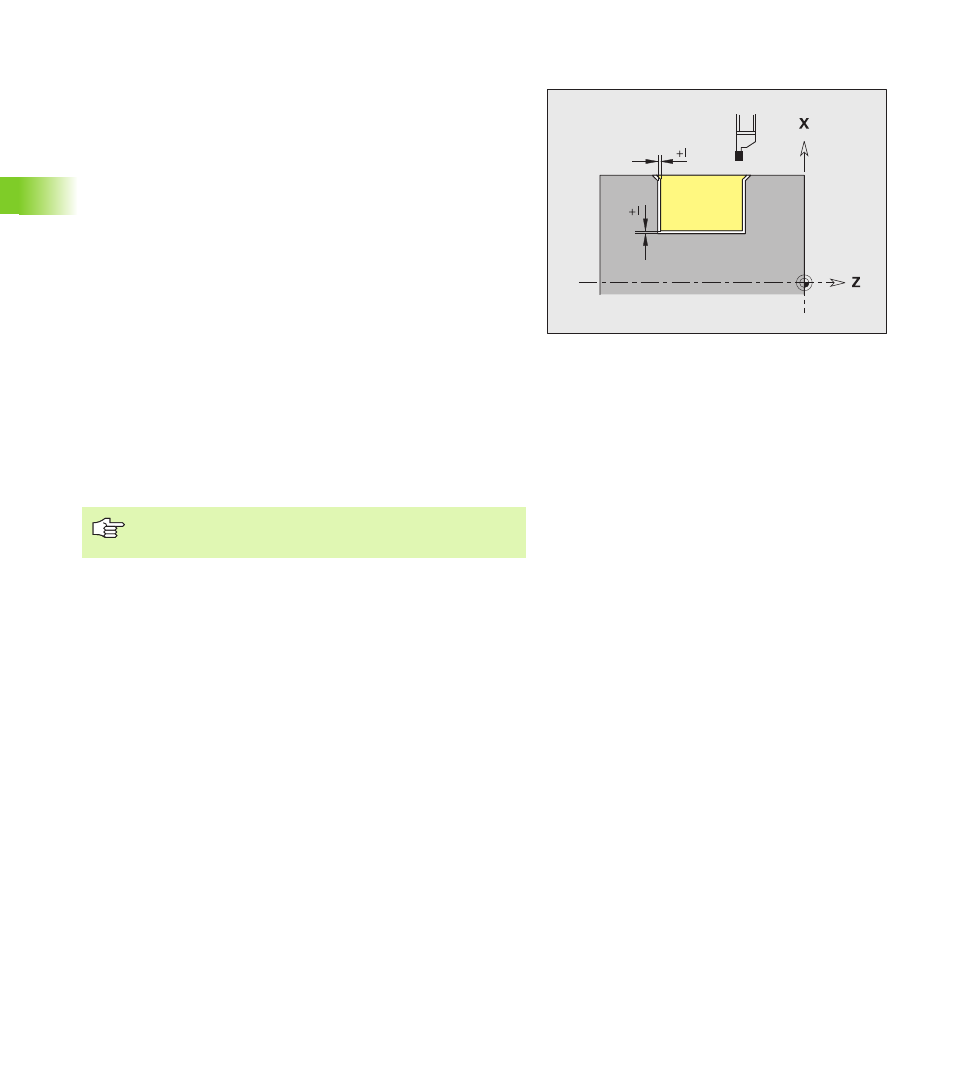
Цикл врезания G866
G866 выполняет определенное с помощью G22-Geo врезание.
CNC PILOT на основании определения инструмента распознает
внешнюю или внутреннюю обработку или радиальное или
аксиальное врезание.
Параметры
NS
Номер кадра (привязка к G22-Geo)
I
Припуск при предварительном врезании (умолчание: 0)
I=0: врезание выполняется за один рабочий ход
I>0: за первый рабочий ход выполняется
предварительное врезание, за второй - чистовая
обработка
E
Время задержки (умолчание: время одного поворота
шпинделя)
при I=0: при каждом врезании
при I>0: только при чистовой обработке
Расчет распределения срезов:
Максимальное смещение = SBF * ширину режущей кромки
(SBF: смотри параметр обработки 6)
Проводится коррекция радиуса режущей кромки.
Припуски не рассчитываются.
Ход цикла
1 Рассчитывает распределение проходов
2 Из стартовой точки добавляет подачу для первого прохода.
Радиальное врезание: сначала направление Z, затем X
Аксиальное врезание: сначала направление X, затем Z
3 Врезание (как задано в "I").
4 Перемещается назад на ускоренном ходу и добавляет
подачу для следующего среза.
5 При I=0: задержка на время "E"
6 Повторяет 3..4 раза, пока не будет обработана прорезка.
7 При I>0: производит чистовую обработку контура