27 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 279
HEIDENHAIN CNC PILOT 4290
279
4.27
Цик
л
ы
фрез
еров
ания
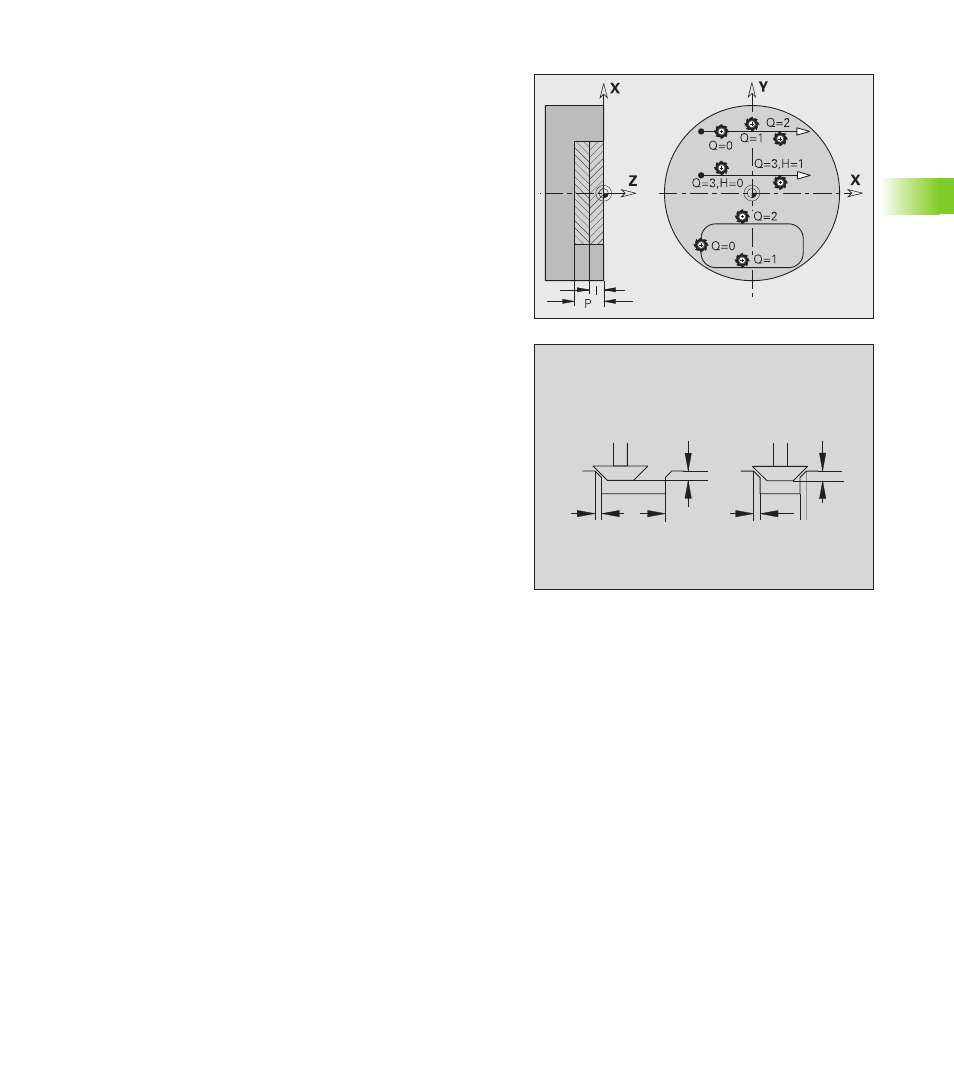
G840 – зачистка
G840 производит зачистку, если запрограммирована „ширина
фаски B". Если в контуре имеются пересечения, то с помощью „Q"
задайте, подлежит обработке только первая область контура (со
стартовой точки) или же весь контур. Программируйте только
перечисленные в следующей таблице параметры.
B
P
J
B
P
1
2
Параметры зачистки
Q
Тип цикла (= место фрезерования)
Открытый контур
Q=0: центр фрезы на контуре. „Q0" зачищает паз
путем однократного объезда заранее
отфрезерованного открытого или закрытого контура.
Q=1: обработка слева от контура. При пересечениях
G840 учитывает только первую зону контура.
Q=2: обработка справа от контура. При пересечениях
G840 учитывает только первую зону контура.
Q=3: в зависимости от „H" и направления вращения
фрезы фрезеровка производится слева или справа от
контура (смотри "G840 – Фрезерование" на
странице 273). При пересечениях G840 учитывает
только первую зону контура.
Q=4: обработка слева от контура. При пересечениях
G840 учитывает весь контур.
Q=5: обработка справа от контура. При пересечениях
G840 учитывает весь контур.
Замкнутый контур
Q=0: центр фрезы на контуре
Q=1: внутреннее фрезерование
Q=2: наружное фрезерование
NS
Номер кадра - начало отрезка контура
Фигуры: номер кадра фигуры
Свободный открытый или замкнутый контур: первый
элемент контура (не стартовая точка)
NE
Номер кадра - конец отрезка контура
Фигуры, свободный замкнутый контур: ввод отсутствует
Свободный открытый контур: последний элемент
контура
Контур состоит из одного элемента:
Ввод отсутствует: обработка в направлении контура
NE запрограммировано: обработка против
направления контура
E
Уменьшенная подача для круговых элементов (по
умолчанию: активная подача)