Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 532
532
6.14
Интерактивное
генериров
ание
плана
рабо
ты
(IA
G
)
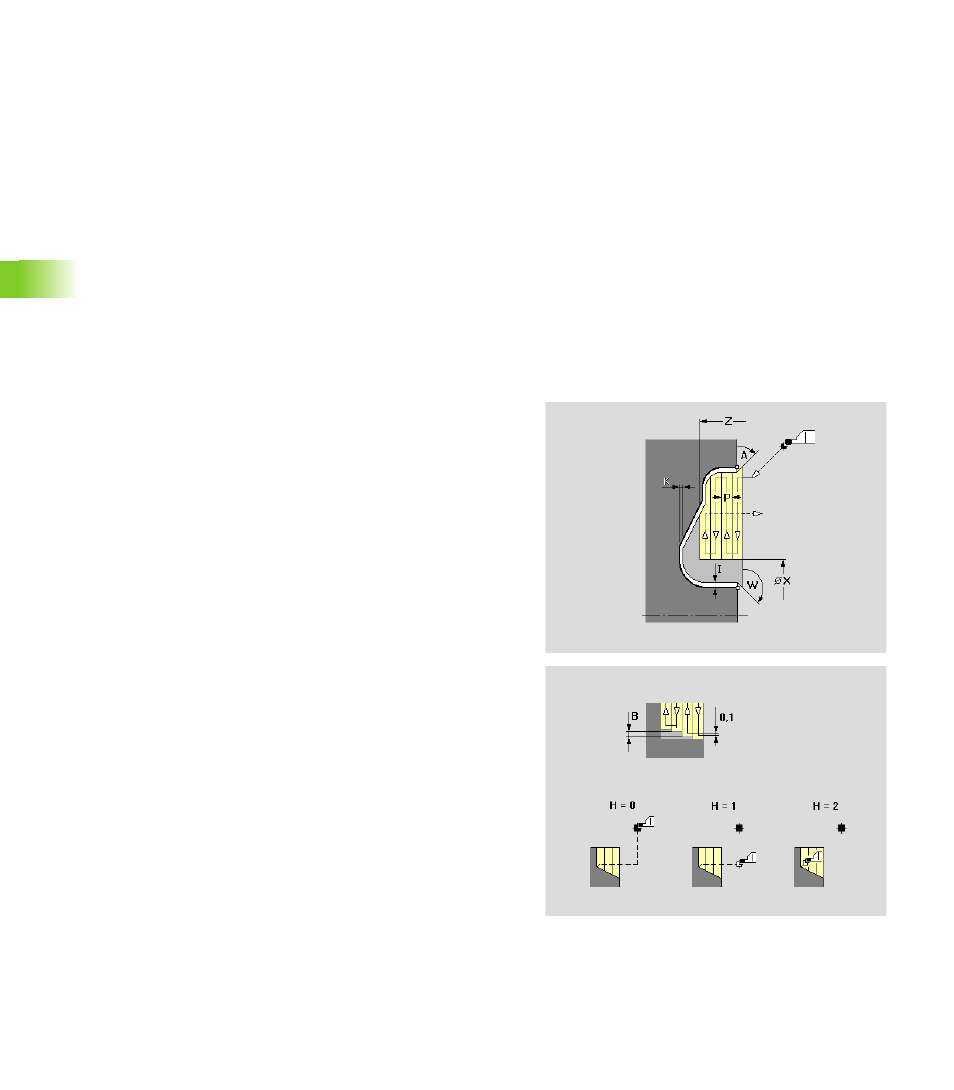
Токарная прорезка аксиально (G869)
При "токарной прорезке аксиально" учитывайте опорную ось угла
подвода и отвода. Остальные параметры идентичны с "токарной
прорезкой радиально" (смотри "Токарная прорезка радиально/
аксиально (G869)" на странице 531).
O
Подача врезания (по умолчанию: активная подача)
E
Подача чистовой обработки (по умолчанию: активная
подача)
H
Отвод в конце цикла
H=0: назад к точке старта (сначала направление X, затем
направление Z)
Н=1: позиционирует перед готовым контуром
Н=2: поднимается на безопасное расстояние и
останавливается
Процесс (настройка с помощью Softkey):
Предварительная прорезка и чистовая обработка за
один рабочий цикл
Только предварительная прорезка
Только чистовая обработка
Параметры