13 оснащение – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 505
HEIDENHAIN CNC PILOT 4290
505
6.13
Оснащение
Перезакрепление – 1-е зажимание после 2-го
зажимания
"Перезакрепление – 1-е зажимание после 2-го зажимания"
начинает обработку второго зажимания.
Сначала определите зажимные устройства. Затем TURN PLUS
активирует экспертную программу из параметров обработки 21.
Активация той или иной экспертной программы зависит от
"шпинделя" из "1-го зажима .." и "2-го зажима .." в заголовке
программы и записи в "последовательности обработки":
Введите разные шпиндели в "1-ый зажим .." и "2-ой зажим .."
(станок с противошпинделем):
Главная и подчиненная обработка "Перезакрепление –
полная обработка": запись из "UP-UMKOMPL" (передача на
противошпиндель)
Главная и подчиненная обработка "Отрезка – полная
обработка": запись из "UP-UMKOMPLA" (отрезка и передача
на противошпиндель)
Введите один и тот же шпиндель в "1-ый зажим .." и "2-ой зажим
.." (полная обработка на станке с одним шпинделем):
Главная и подчиненная обработка "Перезакрепление –
полная обработка": запись из "UP-UMHAND" (ручное
перезакрепление)
Главная и подчиненная обработка "Отрезание – полная
обработка": запись из "UP-ABHAND" (отрезка и ручное
перезакрепление)
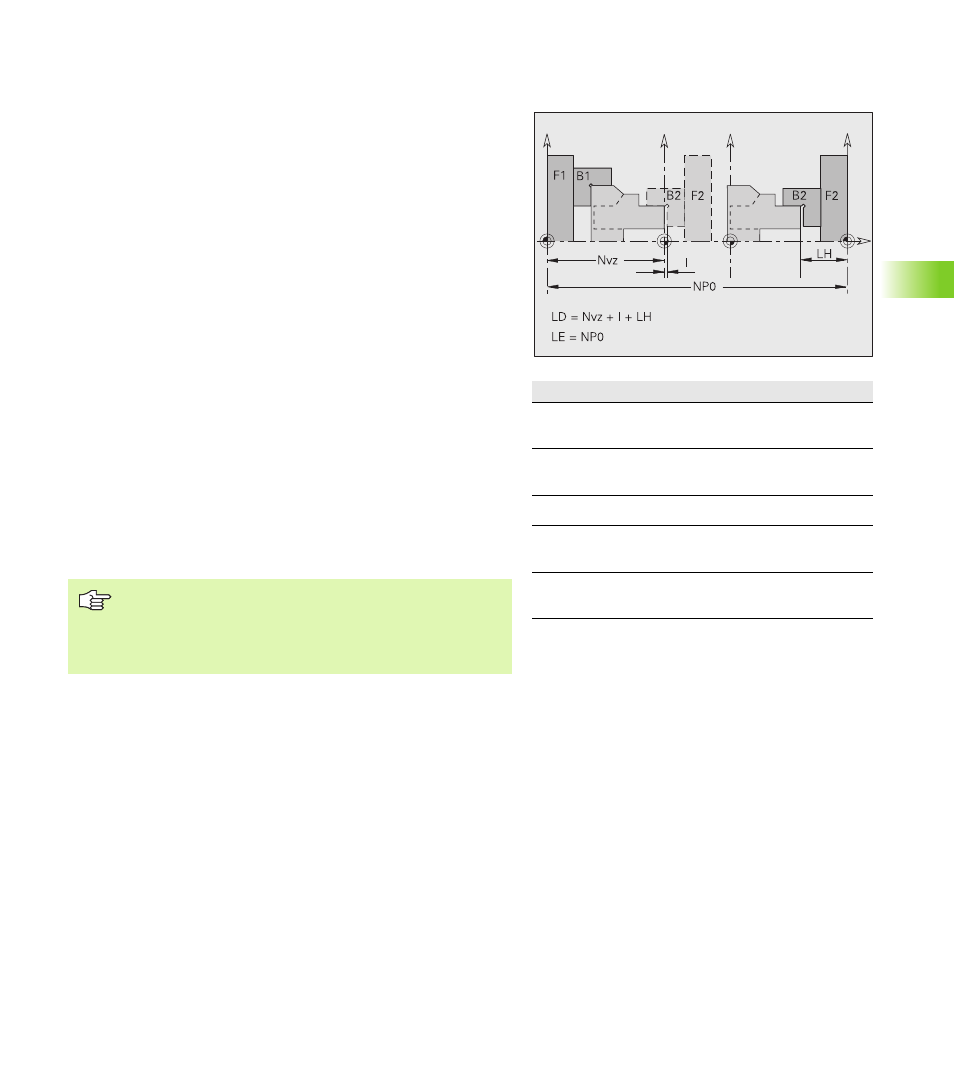
Рисунок разъясняет параметры, которые имеют значение при
передаче обрабатываемой детали на противошпиндель.
Обозначения
F1/B1
Патрон/зажимной кулачок главного
шпинделя
F2/B2
Патрон/зажимной кулачок
противошпинделя
Nvz
Смещение нулевой точки (G59, )
I
Безопасное расстояние на заготовке
(параметр обработки 2)
NP0
Смещение нулевой точки (например, MP
1164 для Z-оси $1)
Рассмотрите следующие экспертные программы в
качестве примера. Экспертные программы
предоставляет изготовитель станка. Значение
параметров и ход программы приведены в
руководстве по эксплуатации станка.