Продольная черновая обработка g820 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 222
222
4.20
Св
яз
анные
с
ко
н
тур
ом
цик
лы
то
ч
е
н
и
я
Применяется как 4-осевой цикл
Одинаковый диаметр: оба суппорта стартуют одновременно.
Различный диаметр:
"Ведомый суппорт" стартует, если ведущий суппорт дошел до
точки „выбег B“. Эта синхронизация происходит при каждом
резе.
Каждый суппорт добавляет подачу на вычисленную глубину
резания.
При неравном количестве резов последний рез производит
"ведущий суппорт".
При "постоянной скорости резания" скорость резания
задается ведущим суппортом.
Ведущий инструмент ожидает следующий за ним инструмент
во время возвратного перемещения.
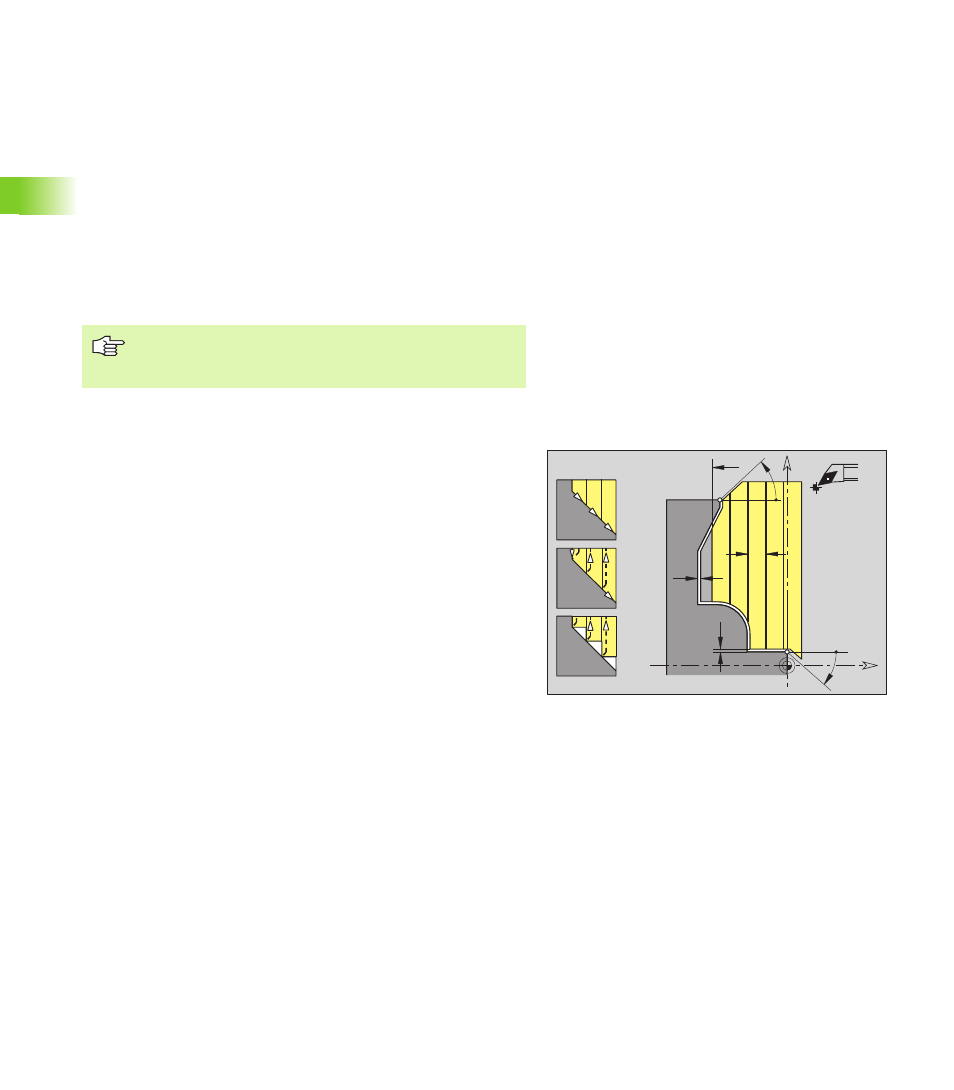
Продольная черновая обработка G820
G820 снимает материал зоны контура, описанной с помощью "NS,
NE", в направлении от „NS к NE". При необходимости плоскость
резания разделяется на несколько участков (пример: при уклонах
контура)
При 4-осевой обработке следите за идентичностью
инструментов (тип инструмента, радиус режущей
кромки, угол режущей кромки и т.д.).
0
2
H
1
X
Z
A
W
P
K
Z
I
Ø
Параметры
NS
Номер начального кадра (начало раздела контура)
NE
Номер конечного кадра (конец раздела контура)
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
P
Максимальное врезание
I
Припуск в направлении X (диаметральный размер) –
(умолчание: 0)
K
Припуск в направлении Z (по умолчанию: 0)
E
Поведение при врезании
E=0: падающие контуры не обрабатывать
E>0: подача на врезание
Ввод отсутствует: уменьшение подачи зависит от угла
входа – максимум 50%
X
Ограничение резания в направлении X (диаметральный
размер) – (умолчание: ограничение резания отсутствует)
Z
Ограничение резания в направлении Z (по умолчанию:
ограничение резания отсутствует)